 Skip to content
Skip to content 
A lot of plants are living with the same problem. Scrap starts as a small pile beside a press, a laser, or a machining cell. Then the pile spreads. Operators mix alloys because the nearest container is wrong for the material. Forklift drivers work around bins that were never sized for the aisle. Oily offcuts stain the floor. Finance sees disposal cost, but operations experiences the primary impact first in lost time, damaged parts, blocked movement, and avoidable safety exposure.
That is why scrap metal storage bins should be treated as engineered equipment, not shop accessories. The bin affects how material moves, how cleanly metals stay separated, how often a line stops for cleanup, and how much value you recover at the recycler. In a factory that measures everything else, scrap containment should not be left to guesswork.
Beyond the Pile Strategic Scrap Metal Containment
The familiar scrap corner tells you a lot about a facility. If you see bent gaylords, a generic hopper catching every grade of metal, and operators walking extra distance just to dump cut skeletons, the process is already leaking money.

Scrap has value, but only when the plant handles it with the same discipline used for finished goods. The U.S. processes enough ferrous scrap daily by weight to build 25 Eiffel Towers, and the industry was valued at $30.1 billion in 2012, according to iScrap App’s scrap metal recycling facts and figures. That scale matters. Efficient storage is not housekeeping. It is control of a high-value material stream.
What poor containment costs
A bad scrap setup creates several losses at once:
Sorting loss: Mixed metals lower resale value and create rework at the point of pickup.
Handling loss: Operators spend time moving around bins instead of feeding production.
Safety exposure: Sharp edges, unstable piles, and overloaded containers make routine tasks harder and riskier.
Space loss: Scrap expands into production space because the containment plan was never matched to the process.
None of that shows up as one line item. It shows up as friction.
Why engineered bins change the economics
A custom bin does more than hold scrap. It defines where material enters the waste stream, how it gets transported, how it is emptied, and whether it stays segregated by type. That is why I treat scrap metal storage bins as part of the material handling system.
Key takeaway: The right bin protects three things at once. Material value, floor safety, and plant velocity.
In practice, the best designs are specific to the waste stream. Dense punch slugs do not belong in the same style of container as long trim skeletons or oily turnings. One needs impact resistance. Another needs geometry control. Another needs drainage and containment. Commodity bins blur those differences. Engineered bins account for them from the start.
Sizing Your Solution Assessing Scrap Types and Volumes
Most bin problems start with a bad estimate. Plants often size by eye, then discover the bin is too small by weight, too large for the aisle, or too shallow for awkward geometry. The fix is a simple audit.
Start with the scrap stream, not the bin catalog
Walk the process and classify what each work center generates. I use three broad groups because they drive different design choices:
Dense solids
Punch slugs, short cutoffs, cast flash, and broken tooling load the floor of a bin fast. Weight capacity matters more than cubic volume.Bulky geometry
Laser skeletons, stampings, formed trim, and long offcuts create air space. They fill a container before they reach its structural limit.Light but messy scrap
Turnings, chips, and oily mixed fragments create bridging, leakage, and cleanup issues. These streams often need lids, drainage, or both.
If you skip this step, you will buy one general-purpose container and force every department to live with it.
Audit by point of generation
Use a short field sheet for each machine or cell:
Material family: ferrous, stainless, aluminum, copper alloy, mixed
Scrap form: slug, skeleton, chip, cutoff, trim, reject part
Generation pattern: constant flow, shift-end purge, batch run
Current handling method: floor pile, hopper, cart, tote, roll-off
Emptying method: forklift, crane, tipper, manual access
Constraints: aisle width, door clearance, operator reach, fluid contamination
This gives you the actual requirement. Not a purchasing assumption.
Convert output into bin requirements
You need two answers. How much space does the scrap take up, and how heavy does it get before pickup? Volume alone is misleading. Dense steel can overload a bin long before it looks full.
A practical way to estimate volume is:
Estimated bin volume needed = scrap generated during collection interval ÷ estimated bulk density
Use conservative density estimates. Bulk density varies with shape, void space, and moisture, so treat these as planning numbers, not absolute values.
Estimated Density of Common Industrial Scrap Metals
| Metal Type | Scrap Form | Estimated Density (lbs/cubic foot) |
|---|---|---|
| Steel | Punch slugs and short dense cutoffs | 150 |
| Steel | Mixed stampings and trim skeletons | 40 |
| Stainless steel | Mixed cutoffs | 45 |
| Aluminum | Solid cutoffs | 70 |
| Aluminum | Loose stampings and sheet scrap | 20 |
| Copper | Short solids and heavy offcuts | 200 |
These are working estimates for sizing discussions. Final specs should be confirmed against your actual scrap samples and pickup interval.
A better rule for capacity
Do not ask, “How many cubic yards do we need?” Ask two separate questions:
What weight will this stream reach before scheduled emptying?
What geometry must the bin accept without jamming loading or blocking access?
For reference, standard industrial formats can range from compact bins for small output to larger units sized for heavier streams. If you are comparing stackable formats, reviewing steel stackable bins can help frame footprint, access, and vertical storage options.
Practical tip: If the scrap is dense enough to threaten the floor structure of the bin, weight is your primary sizing variable. If the scrap is awkward enough to “tent” over the opening, geometry becomes the first design constraint.
What usually goes wrong
Undersizing is common. Industry benchmarks cited by SCS indicate that 10-yard bins can fail in high-volume operations, leading to 20-30% overflow spillage per cycle in the wrong application, which is one reason bin sizing should be tied to real output and not guesswork. I am not repeating that benchmark here as a sizing rule for every plant. I am using it as a warning. Overflow is often a design error, not an operator problem.
The best sizing work happens before anyone sketches a bin. Audit the stream, estimate both volume and weight, then select the form factor that fits the line, the aisle, and the emptying method.
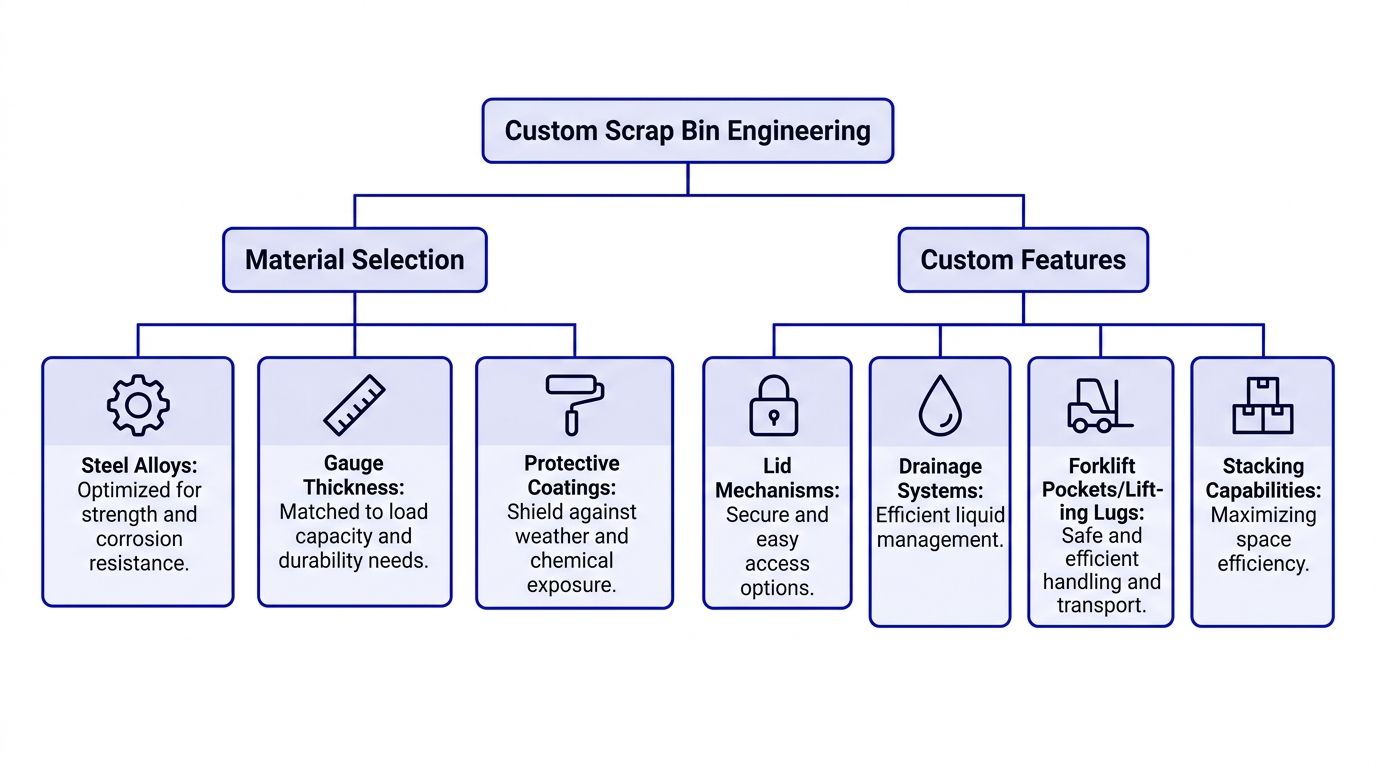
Engineering Your Bins Material Selection and Custom Features
A scrap bin fails for predictable reasons. The walls oil-can because the gauge is too light. Fork pockets tear because the load path was not reinforced. The floor rusts from the inside because fluid was ignored. Good engineering solves those failure modes before fabrication starts.
Choose steel thickness by impact and load path
For heavy-duty applications, bins should use 10 GA or 3/16" steel plate bodies, reinforced with 7 GA channels, and continuous inseam welds. Those specifications have been shown to handle loads over 4,000 lbs with a success rate exceeding 95% in load-bearing tests, according to SCS scrap bin specifications.
That does not mean every bin needs the heaviest wall. It means the structure should match the abuse.
A helpful perspective:
10 GA sheet works when the scrap is substantial but impact is moderate and the bin geometry includes proper ribs and channels.
3/16" plate makes sense when scrap drops in with force, edges are sharp, or the stream includes dense solids that punish the sidewalls and floor.
1/4" plate belongs in severe-duty conditions where repeated impact, abrasion, or concentrated loading will shorten the life of lighter construction.
A thin wall can survive static weight. It often fails from repeated shock.
Reinforcement is not optional
A bin body carries load. The reinforcement manages stress. That distinction matters.
Look for:
7 GA channels at high-stress areas such as the upper rim, base frame, and fork entry zones
Vertical ribs on longer walls to prevent bulging
Pan-formed or reinforced bottoms where concentrated loads hit the floor
Continuous inseam welds instead of intermittent stitching when you need rigidity and fluid control
The fork pocket area deserves special attention. A heavy bin lifted off-center transfers force quickly into the lower structure. If the pockets are only added as convenience features, they become failure points.
Custom features that change daily performance
The best scrap metal storage bins are not just stronger. They are easier to use correctly.
Access and handling features
A few details make a major operational difference:
4-way fork entry: This matters when aisle approaches are inconsistent or line-side access changes by shift.
Engineered lifting lugs: Necessary for crane handling and multi-high stacking strategies.
Rotator fork tubes: Useful when the plant empties bins through tippers or rotators rather than manual dumping.
Drop doors: Helpful when operators need controlled unloading or partial access without climbing or dragging material out.
Some suppliers also build coated and enclosed industrial containers for harsher conditions. If finish durability is part of the requirement, reviewing a powder coat storage container can help compare coating strategy and use-case fit.
Drainage and sealing
Oily scrap changes the spec. If fluid stays in the bin, corrosion accelerates and housekeeping gets worse.
For that reason, I often recommend:
drain holes with plugs when liquids must be managed
watertight weld strategy when floor leakage is unacceptable
smooth internal surfaces where chips and residue would otherwise pack into corners
Design rule: If a bin will ever hold wet scrap, specify for cleaning and draining on day one. Retrofitting leak control after floor stains start is expensive and usually clumsy.
The wrong feature set creates hidden labor
Plants sometimes overfocus on capacity and ignore the emptying cycle. A large open-top box may look economical until the team has to shake, pry, or manually reposition material to unload it. A smaller bin with the right access, tipping compatibility, and stacking features often performs better across the full process.
One custom solution can quickly justify its cost in this scenario. Plexform Incorporated builds custom steel bins and racks from 3D models matched to the part and process geometry, which is useful when a standard catalog size cannot support the loading pattern, floor space, or handling method.
The right spec is not the thickest steel or the longest feature list. It is the combination that survives your scrap stream and improves the way people move material.
From Concept to Reality with CAD and 3D Modeling
Generic bins solve generic problems. Most factories do not have generic scrap.
The reason custom design matters is simple. Off-the-shelf solutions do not account for the geometry of the actual parts, trim, skeletons, or rejects your process creates. That gap matters because the underserved-angle source on custom 3D modeling notes that mishandling in manufacturing causes 5-10% material waste, and custom 3D modeling allows bins to be customized for exact part geometries to reduce damage and optimize space.
What CAD solves that a catalog cannot
A 3D model lets you check fit before steel is cut. That sounds basic, but it changes the quality of the decision.
With CAD, you can test:
whether the opening accepts long or nested scrap without hang-ups
whether the wall angle helps parts settle instead of bridge
whether stacked bins remain accessible to forks
whether the full bin clears guarding, columns, and aisle turns
whether the operator can load scrap without awkward reach or twisting
That is a better process than measuring the floor, picking the nearest standard dimension, and hoping the line adapts.
Fit the bin to the process, not the other way around
In stamping and fabrication plants, scrap geometry often drives everything. A narrow deep bin may maximize footprint efficiency, but it can be terrible for broad sheet skeletons. A wide shallow design may accept the scrap cleanly, but if it cannot be stacked or moved through the aisle network, it creates downstream problems.
CAD helps resolve those trade-offs early.
Useful checks during virtual prototyping
Clearance review: Confirm forklift tine approach, turning envelope, and pickup height.
Stacking review: Verify lug position, nest points, and center of gravity assumptions.
Ergonomic review: Make sure operators can load safely at normal reach distances.
Service review: Check drain access, door swing, and cleaning points.
Best practice: Model the scrap itself, not just the container. A bin that looks efficient empty can behave very differently once real parts start nesting, hooking, or bridging inside it.
The practical value of custom modeling is not aesthetics. It is risk reduction. You avoid ordering a bin that technically fits the drawing but fails on the floor. And once you have the geometry right, fabrication becomes repeatable across departments and sites.
Seamless Integration with Your Material Handling Workflow
A well-built bin can still create a bad process if it lands in the wrong place or interfaces poorly with existing equipment. Integration is where many scrap programs stall. The container is fine. The workflow around it is not.
Place bins where scrap is created
The first rule is distance. Put the bin at the point of generation whenever practical. Every extra trip adds handling time and increases the chance that operators leave material on a pallet, on the floor, or in the wrong container.
Proper mobility and placement matter. OKON Recycling’s guidance on scrap metal collection bins notes that features such as fork pockets can lower manual lift heights and reduce injury risk by up to 60%, while better placement can prevent 25% efficiency drops caused by space mismatches in production zones.
That should influence both the bin design and the layout.
Match the bin to the equipment you already run
A few integration questions matter more than most procurement checklists:
Does the forklift approach from one side or several?
Will the bin ever be lifted with a crane?
Is the emptying method manual, tipped, rotated, or dumped by a service provider?
Does the line require wheeled mobility or fixed-position fork access?
If the answer includes frequent repositioning inside the cell, a wheeled format may be appropriate. If that is under consideration, metal bins on wheels are useful to compare against fixed-base designs.
Build a collection loop, not a collection point
The best plants treat scrap handling as a loop:
Generation: Scrap drops into the right container immediately.
Staging: Full bins move to a defined accumulation zone.
Exchange: Empty bins return on a standard route.
Outbound movement: Recyclable material leaves without disrupting production traffic.
That loop is what keeps scrap from becoming a side job for operators.
What works on the floor
Near-machine placement for predictable streams such as slugs, cutoffs, or chips
Standard fork pocket locations so every driver handles the bin the same way
Dedicated staging lanes instead of random parking at line ends
Visual identification for alloy segregation when several bins look similar
What does not work is using one large yard container as the answer to every line-side problem. Big containers belong where consolidation happens. They usually do not belong beside the machine generating the scrap.
Ensuring Safety, Compliance, and Bin Longevity
Many teams assume the hard part is selecting the bin. It is not. The harder part is keeping the system safe, compliant, and durable after deployment.
A strong container can still become a weak link if nobody inspects the welds, if oily scrap leaks onto travel paths, or if stacking practices outrun the design.
Safety is a system, not a feature list
Fork pockets, lugs, and stack clips help, but only when the plant pairs them with clear handling rules. Operators need to know the approved lift points, whether the bin can be stacked when loaded, and what signs of fatigue require removal from service.
I recommend a simple inspection routine:
Before use: check visible cracks, bent fork entries, loose plugs, and severe wall deformation
Weekly: inspect weld seams, stacking points, door hardware, and drain closures
Periodic maintenance: clean out trapped fines, touch up damaged finish, and verify labels remain visible
Corrosion needs the same attention as structural damage. Once rust begins inside a wet scrap bin, it can progress where operators do not see it.
Environmental compliance is now part of the spec
Oil-contaminated scrap changes the responsibility of the container. The bin is no longer just carrying metal. It is also controlling fluid.
That is a meaningful trade-off. An open-top commodity bin may cost less upfront, but cleanup labor, floor contamination, and compliance exposure can erase that difference quickly.
Operational advice: If your scrap ever carries oil or coolant, specify leak control before you specify paint color, lid style, or branding. The containment function matters more.
Long service life comes from details
Durability is rarely about one feature. It comes from several small choices working together:
continuous welds where moisture would otherwise enter seams
drain provisions where fluid accumulation is likely
protective coatings suited to indoor humidity or corrosive conditions
reinforcement at fork entries and impact zones
loading practices that match the design intent
A scrap bin should age predictably. When bins fail early, the cause is usually traceable to misuse, under-specification, or poor maintenance discipline. Good engineering reduces that risk. Good plant practice finishes the job.
FAQs About Custom Scrap Metal Bins
Are custom scrap metal storage bins worth the extra cost?
They can be, if the plant has one or more of these conditions: frequent part damage, alloy mixing, awkward scrap geometry, fluid contamination, poor fit in the aisle layout, or excessive handling labor. A standard bin may appear cheaper, but the true comparison is total operating cost. Look at labor to move and empty it, cleanup time, scrap quality at pickup, and how often the bin needs repair.
When should a plant avoid off-the-shelf bins?
Avoid commodity bins when the scrap stream is unusual enough that operators have to work around the container. Common examples include long skeletons that bridge at the opening, dense slugs that overload the floor, or oily scrap that leaks onto travel paths. If the process needs special unloading, stacking, or segregation features, custom design usually makes more sense.
How do I justify the investment internally?
Use a practical ROI frame instead of a generic capital request.
Build the case around these categories
Labor: Count touches per bin, travel distance, and time lost to manual repositioning or cleanup.
Material recovery: Track whether metals stay separated cleanly enough to preserve value.
Safety: Document manual lifting exposure, floor contamination, and unstable loading conditions.
Asset life: Compare repair frequency and replacement cycle between light-duty and engineered bins.
Space use: Measure whether the footprint supports line-side flow and vertical storage.
This approach works better than arguing from purchase price alone.
How long should a specification process take?
Long enough to capture the process accurately. The work goes faster when operations, maintenance, EHS, and logistics review the same requirements together. Most delays come from unclear ownership, not from engineering complexity.
What should be included in the initial spec sheet?
At minimum, include:
material type and scrap form
estimated volume and pickup frequency
estimated loaded weight
loading method
emptying method
required handling equipment interface
environmental conditions, including oils or coolants
footprint, height, and stacking limits
desired finish and identification markings
Can custom bins support future automation?
Yes, if you define likely future states early. If the plant may add bin tippers, AGVs, robotic loading, or standardized exchange routes, design the interface points now. Fork access, lug geometry, center-of-gravity control, and repeatable dimensions all matter more once automation enters the system.
What is the biggest mistake plants make?
Treating the bin as a purchase instead of a process decision. That usually leads to oversimplified sizing, poor placement, and features that do not match the emptying method. The result is a durable box that still creates waste.
Final decision filter
If you want a clean internal decision, ask four questions:
Does the bin protect scrap value?
Does it reduce handling effort on the floor?
Does it fit existing equipment and layout?
Does it control safety and compliance risks over time?
If the answer is no to any of those, the spec is incomplete.
If your team is evaluating custom scrap metal storage bins, Plexform Incorporated designs and builds custom steel racks, bins, carts, and packaging solutions around exact part geometry and production flow. Bring your scrap stream, layout constraints, and handling requirements into the discussion early. That is how you end up with a bin that protects products, profits, and floor performance instead of just taking up space.

Beil Balo is a certified packaging professional and founder of Plexform, helping hundreds of companies reduce product damage, improve warehouse spacing, optimize logistics, and save costs with sustainable long-term packaging.