 Skip to content
Skip to content 
Moveable storage racks are a game-changer for any facility struggling with storage density. Instead of being bolted to the floor, these shelving systems are designed to move, completely getting rid of the need for fixed, permanent aisles.
Mounted on rails or heavy-duty industrial casters, these racks let you create an aisle only when and where you need it. The result? You can effectively double your storage capacity without adding a single square foot to your building.
Are You Making the Most of Your Warehouse Space?

Think about it. Those fixed racks create permanent aisles that do nothing but sit empty, eating up a huge chunk of your valuable floor space. That’s space you could be using for production, staging, or other activities that actually make you money.
Imagine your warehouse storage operating more like a modern library, where entire rows of shelving glide apart smoothly to reveal the exact items you need, right when you need them. That's the simple idea behind moveable storage racks. Instead of wasting up to 50% of your footprint on empty pathways, these systems let you condense all your storage into one solid block. A single, floating aisle is created on demand, either with a simple manual crank or just the push of a button.
More Than Just Saving Space
This approach completely changes the way you think about your facility’s physical limits. The most obvious benefit is a massive jump in storage density, a key concept we dig into in our guide to high-density racking solutions. But the advantages go much deeper than that.
Better Product Protection: When we custom-engineer a moveable rack, it's built to securely hold your specific parts or products. This tailored fit stops things from shifting or getting damaged during storage and retrieval, which is critical for protecting valuable inventory.
Smarter Workflow: By concentrating your inventory in one area, these systems can slash the travel time for your pickers and forklift operators. Placing the racks strategically near production lines or shipping docks streamlines your material flow even further.
Tighter Security: Many of our designs allow the racks to be locked together into a solid, secure block when they aren't being used. This is a simple but effective way to limit access to high-value or sensitive items.
By converting passive aisle space into active storage, moveable racking systems allow you to delay or completely avoid costly facility expansions, directly impacting your bottom line.
These systems are far more than just shelves on wheels; they are sophisticated, engineered solutions. From heavy-duty motorized pallet racks gliding on floor rails to nimble modular carts on casters, each system is designed for a very specific job. This guide will give you the insights you need to choose and set up a system that protects both your products and your profitability.
Understanding Different Types of Moveable Racks
When you hear "moveable racks," it’s easy to picture one specific thing, but the term actually covers a whole spectrum of solutions. Each one is engineered to solve a different operational headache, from cramming more pallets into a freezer to feeding parts to an assembly line. Getting to know the fundamental differences is the only way to figure out which system will actually help your workflow, not just complicate it.
At their core, these systems are separated by how they move and what they’re built to do. They generally fall into two camps: heavy-duty systems that run on rails and more agile solutions that roll on casters.
Heavy-Duty Mobile Pallet Racking
Picture this as the workhorse for maximum-density storage. We’re talking about standard pallet racks mounted on beefy, motorized carriages. These carriages glide along rails set right into your facility’s floor, allowing an entire block of racking to be compressed together. Instead of dozens of fixed aisles wasting space, you can electronically open a single aisle precisely where a forklift needs access.
This is the go-to solution when squeezing every last cubic foot of storage out of your building is the number one priority. It’s a game-changer for:
Cold Storage and Freezers: Slashing the number of aisles dramatically shrinks the volume of air you need to keep chilled, leading to some serious energy savings.
Archival Storage: For documents or products you don’t need to touch often, compacting the racks lets you maximize every square foot for long-term holding.
Bulk Material Warehousing: If you’re storing a high volume of goods with a relatively low number of different SKUs, you can achieve incredible space efficiency.
This infographic breaks down the core concept of how moveable systems reclaim wasted aisle space.
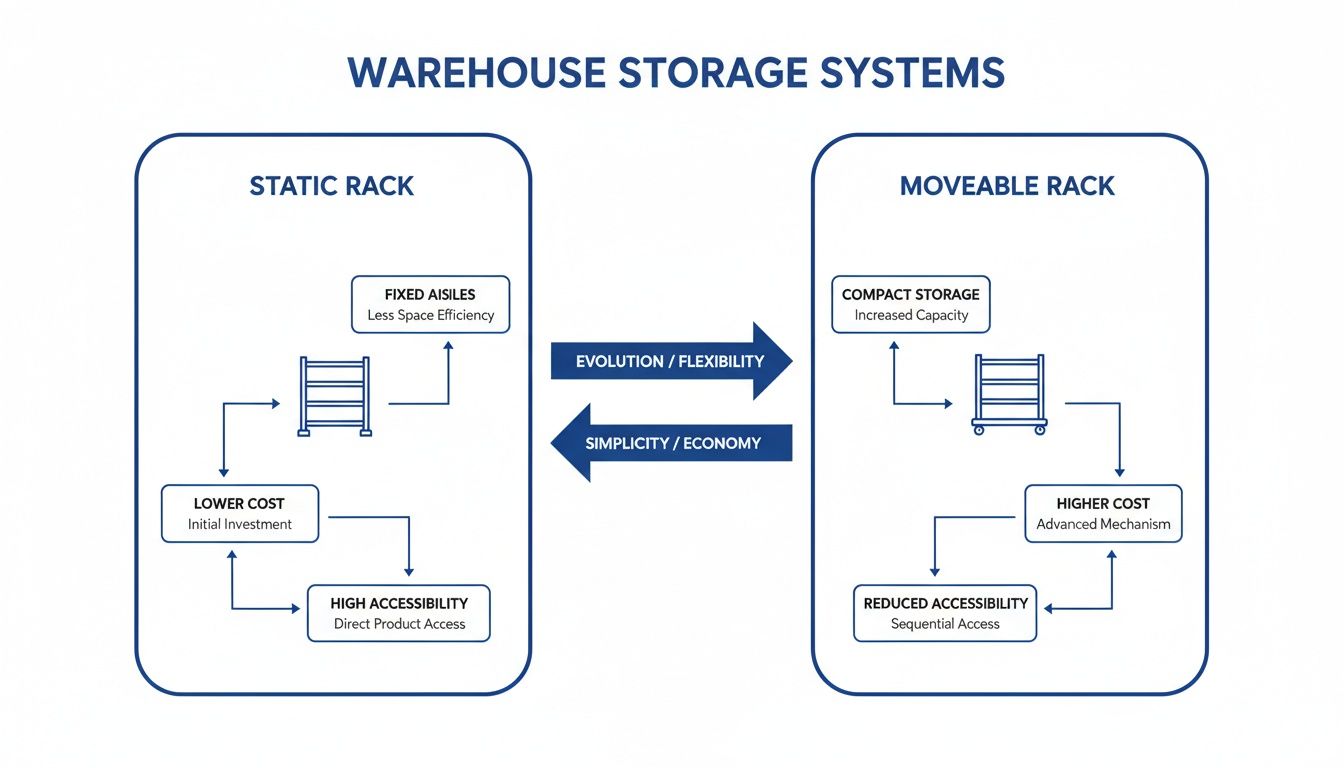
As you can see, eliminating those permanent aisles directly translates that empty air into productive, revenue-generating storage capacity.
Flexible Caster-Based Racks and Carts
On the other side of the coin, you have moveable storage racks built on industrial-grade casters. These solutions are all about flexibility, since they aren’t locked into a track system. They’re designed to be pushed around by your team or even integrated with automated systems like Automated Guided Vehicles (AGVs).
But don’t mistake these for your average rolling shelf. These are custom-engineered carts built for specific, high-value tasks:
Lineside Presentation: Carts deliver the exact parts needed right to an assembly station, improving ergonomics and cutting out wasted motion for your workers.
Kitting and Sequencing: All the components for a particular build can be pre-loaded onto a cart in the warehouse, then delivered as a complete kit to the production floor.
Work-in-Process (WIP) Handling: Moveable racks are perfect for shuffling sub-assemblies between manufacturing stages without ever needing to call for a forklift.
While rail-guided systems are about maximizing static density, caster-based racks are about optimizing dynamic flow. They bring materials to the point of use, supporting lean manufacturing principles and creating a more fluid operational environment.
This corner of the pallet racking world is growing fast for a reason. The global market, valued at USD 12.88 billion in 2025, is on track to hit USD 22.47 billion by 2034. Mobile racking is a standout, boosting storage capacity by up to 90% in crowded facilities. Better yet, North American manufacturers have seen operational cost reductions of 25-30% simply from faster inventory access. You can dig into the full market analysis from Fortune Business Insights to see the trends.
Ultimately, choosing the right moveable rack comes down to one question: Are you trying to cram more pallets into a fixed footprint, or are you trying to make material flow more efficiently on the factory floor? Your answer will point you straight to the right technology.
The Business Case for Moveable Storage Racks
Going beyond the engineering details of moveable storage racks brings us to the most important question: "Why should my business care?" The mechanics are impressive, sure, but the real story is how these systems directly and measurably improve your operational efficiency and your bottom line. Investing in a moveable system isn't just about shuffling racks around; it’s a strategic move that delivers a powerful, multi-faceted return.
The most immediate and dramatic benefit is, without a doubt, the massive space optimization. In a typical warehouse, static aisles are just dead space. They do nothing for your storage capacity but take up a huge chunk of your expensive footprint. By swapping out multiple fixed aisles for a single, on-demand floating aisle, you can often double your storage capacity inside the same building.
Think of it this way: for every four static aisles you eliminate, you gain enough floor space for three new rows of productive racking. This immediately translates into deferred construction costs, reduced lease payments, and maximized use of your existing assets.
Beyond Simple Space Gains
While reclaiming floor space is the headline advantage, the operational perks of moveable storage racks create a positive ripple effect throughout your entire facility. Each benefit directly tackles a common—and costly—pain point in manufacturing and logistics.
Drastically Reduced Product Damage: Forget generic shelving. Custom-engineered racks with integrated dunnage hold parts securely, preventing the shifting, scratching, and impact damage that’s all too common with standard racking. This directly cuts scrap rates and protects your high-value components.
Accelerated Picking and Putaway Speeds: When you condense your inventory, you slash the travel distance for your people and equipment. That means less time spent driving a forklift down long, empty aisles and more time on tasks that actually add value, boosting your overall throughput.
Enhanced Worker Safety: Minimizing forklift and AGV travel naturally reduces the chances of accidents and collisions. Concentrating your storage areas also lets you create more predictable and controlled traffic patterns, making the whole facility safer.
The market’s growth is a clear reflection of these benefits. The global Mobile Pallet Racking System market, valued at USD 1,635 million in 2025, is on track to hit USD 2,964.1 million by 2033. These systems can boost storage density by up to 80% compared to their fixed counterparts—a figure that makes a compelling business case all on its own. You can find a deeper dive into the market data from Cognitive Market Research.
The Compelling ROI of Climate Control
The financial argument gets even stronger when you're dealing with climate-controlled environments like freezers, coolers, or humidity-controlled rooms. The cost to heat or cool any space is directly tied to its cubic volume. By compacting your storage footprint, you shrink the volume of air that needs expensive conditioning.
To really see the difference, let’s put these two systems side-by-side.
Moveable Racks vs Fixed Racks A Comparative Analysis
| Metric | Fixed Racking System | Moveable Racking System |
|---|---|---|
| Space Utilization | Low (40-50% of footprint is aisle) | High (Up to 90% of footprint is storage) |
| Energy Costs (Cold Storage) | High (Large air volume to cool) | Significantly Lower (Reduced air volume) |
| Product Accessibility | Immediate but inefficient | On-demand and direct |
| Initial Investment | Lower | Higher |
| Long-Term ROI | Moderate | Very High |
This comparison makes it clear that while the upfront cost is higher, the long-term payoff is substantial.
Take cold storage in Europe, for instance, where these applications already make up 35% of all mobile racking deployments. Facilities there are reporting energy cost savings of up to 40% alone. That’s a massive operational win that pays back the initial investment many times over.
When you add those energy savings to the money saved from less product damage and better labor efficiency, the business case for moveable storage racks becomes impossible to ignore.
Custom Engineering for Optimal Performance
A truly effective system of moveable storage racks is never something you just pull off a shelf. It’s the result of precise, thoughtful engineering that considers every last detail of your operation—from the exact shape of your parts to the rhythm of your workflow. This custom approach is what turns a simple rack into a strategic asset that protects your inventory, boosts productivity, and ultimately delivers a solid return.
Think of it like getting a custom-tailored suit versus buying one off the rack. Sure, the standard suit might fit okay. But the tailored one is built for your exact measurements, giving you far better comfort, function, and durability. The very same principle applies to industrial storage; a generic solution will only ever get you so far.

Real performance comes from engineering the solution around the problem, not trying to force your problem into a pre-made solution.
From Digital Blueprint to Physical Reality
The foundation of any high-performing moveable rack is its design, which starts long before a single piece of metal is cut. Modern engineering kicks off with powerful 3D modeling software to build a virtual prototype of your rack. This digital-first method lets engineers craft a solution that perfectly matches the unique geometry of your components.
This process is absolutely critical for a few key reasons:
Perfect Part Fit: By modeling the rack around your specific parts, we can design custom dunnage and contoured surfaces that cradle each item securely. This is a game-changer for preventing scratches, dents, and other damage, especially for sensitive or Class-A surfaces.
Optimized Nesting Density: Digital modeling helps us figure out exactly how to maximize the number of parts in a single rack without sacrificing safety or access. This drives up your storage density and means you need fewer racks overall.
Virtual Stress Testing: Engineers can run simulations to analyze load capacities and pinpoint potential weak spots before the rack is even built. This ensures the final product is both tough and safe from day one.
By starting with a 3D model, you get to eliminate all the guesswork. The design is validated for fit, function, and strength in a virtual space, which drastically cuts the risk of costly mistakes and ensures the physical rack performs exactly as planned.
Selecting the Right Materials and Structure
Once the design is locked in, the focus shifts to the nuts and bolts: material selection and structural integrity. The materials we use will dictate the rack's lifespan, durability, and how well it holds up in your specific environment. While steel is the go-to for its strength and cost-effectiveness, the type and finish matter immensely.
For instance, a rack sitting in a standard dry warehouse has completely different needs than one used in a chemical processing area or a high-humidity facility.
Carbon Steel: This is the workhorse for most industrial jobs, offering excellent strength and durability for heavy loads.
Powder Coating: This finish adds a tough, corrosion-resistant layer that shields the steel from rust and scrapes, extending the life of the moveable rack.
Specialty Coatings: For really harsh environments, specialized finishes can provide next-level protection against chemicals, moisture, and extreme temperatures. You can learn more about the different options for custom fabrication and coatings that ensure long-term performance.
Structural design is just as important. The rack has to be engineered to handle not only the static weight of your products but also the dynamic forces it will face while being moved. This involves calculating precise load ratings, reinforcing critical joints, and making sure the entire structure stays rigid and stable in motion.
Choosing the Ideal Mobility System
Finally, let's talk about the "moveable" part of moveable storage racks. The choice between rail-guided systems and industrial casters comes down entirely to what you're trying to achieve in your facility.
Rail-Guided Systems are the best bet when you need to maximize storage density in a fixed area. Here, the racks are mounted on motorized bases that glide on tracks installed in the floor. This setup is ideal for high-volume, low-SKU environments like cold storage or archival facilities.
Industrial Casters, on the other hand, offer the ultimate flexibility. These heavy-duty wheels allow racks to be moved freely around a facility, either by hand or with AGVs. This is perfect for lineside part presentation, kitting operations, and dynamic work-in-process (WIP) management. The trick is choosing a caster rated for your load capacity and floor conditions to guarantee smooth, safe movement every time.
Integrating Moveable Racks into Your Workflow
Dropping a new set of moveable storage racks onto your floor isn’t just a hardware upgrade—it’s a chance to completely rethink your material flow from the ground up. To get it right, you have to look past the steel and casters and see how these systems will work with your people, your processes, and your existing equipment.
The real goal here is to build a cohesive workflow that’s faster, safer, and more efficient. That process starts with a hard, honest look at your current operations. Where are the real bottlenecks? Are your operators wasting valuable time walking miles every shift just to grab parts? Do forklifts constantly create traffic jams around staging areas? Pinpointing these specific pain points is the only way to design a layout that actually solves them.
Think of it like designing a city’s road system. You wouldn't just pave roads wherever you felt like it; you’d study traffic patterns to build highways where they’re needed most. The same thinking applies here—your moveable racks need to become the new superhighways for your materials.
Strategic Placement for Maximum Impact
Where you decide to position your new racking system is one of the most critical choices you'll make. Get it wrong, and you can accidentally create brand-new bottlenecks. But get it right, and you’ll unlock some serious efficiency gains. Your primary objective should always be to shrink the distance materials have to travel between key work zones.
Consider these high-impact locations for your racks:
Near Receiving Docks: Placing racks for raw materials or incoming parts right by your receiving area drastically cuts down on putaway time. This immediately reduces dock congestion and gets inventory logged into your system faster.
Adjacent to Production Lines: For lineside part presentation, positioning moveable racks directly next to assembly stations is a game-changer. It eliminates wasted motion for your operators, which directly translates to a boost in productivity.
Close to Shipping Areas: Staging finished goods in moveable racks near your shipping docks can dramatically accelerate your order fulfillment and truck loading processes.
The broader storage rack market, which hit USD 22.4 billion in 2024, is on track to reach USD 35.8 billion by 2034, a clear sign of the massive industry-wide investment in workflow optimization. A key driver is integrating automation with these systems, which promises productivity gains of up to 35%—a vital number for any competitive manufacturer or 3PL. You can explore more about the global conventional pallet racks forecast on intelmarketresearch.com.
Designing for Access and Inventory Flow
Once you’ve scouted a general location, the next step is to drill down into the specific layout. This is where you plan for efficient aisle access and make sure the system supports your inventory management strategy, whether that’s FIFO (First-In, First-Out) or LIFO (Last-In, First-Out).
Your layout shouldn’t just store items; it should guide them. A well-designed system makes the correct inventory management method the easiest and most natural path for your team to follow.
For a FIFO system, a moveable storage rack can be designed to be loaded from one side and picked from the other, making sure older stock is always rotated out first. If this is a priority, you might find our guide on the roller rack system interesting, as it’s often used to achieve this kind of automatic product rotation. For LIFO, on the other hand, a standard mobile aisle system where the last rack loaded is the first one accessed works perfectly.
Safety Protocols and Maintenance for Long-Term Value
When you invest in a system of moveable storage racks, you’re making a long-term commitment. Like any valuable piece of industrial equipment, it needs the right care and clear rules to keep delivering value and, most importantly, to ensure your team has a safe place to work. If you let safety and maintenance slide, you’re not just risking damage to the system—you’re putting your people and your entire operation on the line.
A solid safety program always starts with thorough operator training. Every team member needs to understand how to operate the racks correctly, what the warning signals mean, and exactly how to use the emergency-stop features. These aren't just suggestions; they're the first line of defense against accidents.
Today’s systems are engineered with layers of protection that go well beyond a simple stop button.
A Practical Preventive Maintenance Checklist
Safety is one side of the coin; longevity is the other. A proactive preventive maintenance schedule is the best way to guarantee your system stays reliable, protecting your investment and maximizing uptime. Regular check-ins can catch small problems before they snowball into major, expensive failures.
Your maintenance checklist should zero in on the key parts responsible for movement and structural integrity. A simple walkthrough once a week or every other week can make a world of difference.
Key Inspection Points:
Rails and Tracks: Look for any debris, damage, or misalignment in the floor rails. Even small obstructions can cause the motorized bases to jump the track or put a strain on the drive motors, leading to early wear and tear.
Wheels and Casters: For caster-based racks, inspect the wheels for flat spots, cracks, or anything embedded in them. Make sure they swivel and roll without a fight. A single sticking caster can make a whole rack difficult and dangerous to move.
Motors and Drive Systems: As the system operates, listen for any strange noises like grinding or whining coming from the motors. Those sounds are often the first sign of a problem, whether it's a need for lubrication or a more serious mechanical issue that requires a professional.
Rack Structure: Do a visual sweep of the rack uprights, beams, and connections. Look for any signs of damage, like dents from a forklift bump or bent supports. A compromised structure can’t safely hold its rated load.
By weaving these safety protocols and maintenance routines into your daily operations, you ensure your moveable storage racks remain a productive, secure, and valuable asset for years to come.
Frequently Asked Questions About Moveable Racks
Deciding on a new storage system is a big deal. It’s a major investment that’s going to change your facility’s layout, budget, and the daily rhythm of your operations. It’s only natural to have a few questions.
To help you get the clarity you need, we’ve put together answers to the questions our engineering team hears most often about moveable storage racks. Getting straight answers is the best way to move forward with confidence.
How Much Floor Space Can I Realistically Save?
This is always one of the first questions, and it gets right to the heart of the matter. While the exact number will depend on your specific layout and inventory, it’s not uncommon for facilities to boost storage capacity by 80-90% without adding a single square foot.
That’s not just a marketing line; it’s the direct result of how these systems work. You’re essentially taking all that wasted aisle space and converting it into a single, movable aisle, turning dead space into productive storage. This can be the difference between a costly expansion and optimizing the building you already have.
Can Moveable Racks Be Installed On My Existing Floor?
This is a critical question, and the answer comes down to two things: your floor's condition and the total weight of the system you need. The right answer really depends on the type of moveable rack.
Lighter, caster-based carts and racks can often be used on standard industrial concrete floors with no changes needed. Heavy-duty, rail-guided systems are a different story. They concentrate a massive amount of weight onto very small points. For these, a professional floor analysis is a non-negotiable first step to see if your slab can handle the load or if reinforcement is needed.
At Plexform Incorporated, we don't just build racks; we engineer comprehensive solutions that solve your most complex material handling challenges. Our team designs custom steel racks, carts, and packaging that are built to fit your parts, your processes, and your goals.
Ready to see how a custom-engineered moveable storage solution can protect your products and optimize your workflow? Visit us at https://www.plexformps.com to get started.

Beil Balo is a certified packaging professional and founder of Plexform, helping hundreds of companies reduce product damage, improve warehouse spacing, optimize logistics, and save costs with sustainable long-term packaging.