 Skip to content
Skip to content 
A lot of cart projects start the same way. A team has a part flow problem, operators are improvising with whatever is already on the floor, and the damage, motion, and delay start showing up in places that don’t look related at first.
A scratched assembly. An operator who avoids the far side of the line because the cart is hard to steer. A supervisor adding buffer inventory because parts don’t arrive in a predictable presentation. None of that usually points back to the cart in the first meeting, but it often should.
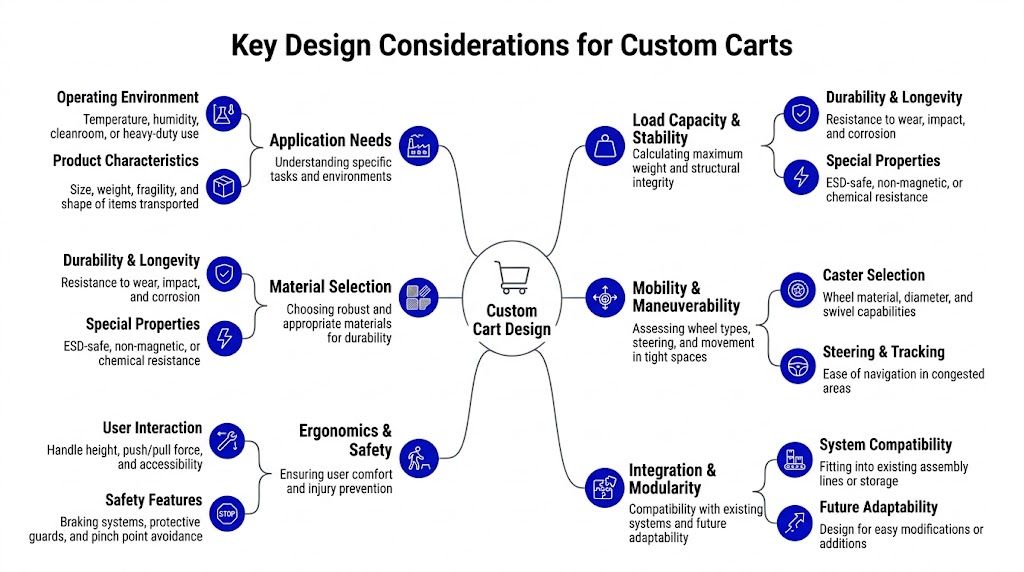
Custom material handling carts aren’t just rolling containers. In a well-run plant, they’re part holder, ergonomic control, material flow interface, and damage-prevention device all at once. The best results come when the cart is treated like an engineered system instead of a catalog purchase.
Why Standard Carts Fail in Modern Manufacturing
A standard cart usually fails in the gap between what it was built to do and what your process demands.
The cart may technically hold the weight. It may physically fit down the aisle. It may even survive for a while. But that doesn’t mean it supports the part, protects the finish, tracks well in a tugger route, or keeps push forces reasonable over a full shift.
The failure usually shows up in motion
A high-value part leaves one operation on a generic platform cart. It sits on a flat deck because nobody had a fixture for it. The operator uses cardboard, foam scraps, or a wood spacer to stop it from shifting.
That works until the cart crosses a floor joint, stops short at a corner, or gets parked against another load. Then the part rotates, touches another surface, and picks up damage. The cart didn’t collapse. It still failed.
The same thing happens with awkward loads. Long parts overhang the frame. Tall parts raise the center of gravity. Mixed parts force operators to reach, sort, and reposition product at the next station.
Off-the-shelf carts also create ergonomic debt
Most plants tolerate a surprising amount of bad cart behavior.
Operators pull harder than they should. They fight swivel casters in narrow aisles. They twist to access parts because the load wasn’t presented to match the task. Over time, the workarounds become normal.
Standard carts often survive procurement because they meet the purchase description. They fail on the floor because they don’t match the real job.
That’s a major reason the market has kept moving toward more specialized solutions. The global material handling cart market reached approximately US$ 15 billion in 2025 and is projected to expand at a 6% CAGR through 2033, reflecting growing demand for engineered carts built around specific applications rather than generic transport alone (Persistence Market Research on the material handling cart market).
What a purpose-built cart changes
A custom cart solves the problem at the source.
Instead of asking operators to compensate for poor fit, the design matches the part, route, handling method, and presentation height. The load is supported where it should be. The cart turns the way the aisle requires. The handle and deck height fit the task. The wheels are selected for the floor and duty cycle, not because they were standard on a vendor page.
That’s why well-designed custom material handling carts tend to clean up several issues at once. They reduce damage, stabilize flow, improve ergonomics, and make the process easier to repeat.
Beyond the Basics What Defines a Custom Cart
A purchasing team can order a cart with optional shelves, different casters, and a powder coat color, then label it custom. On the plant floor, that usually means the base design stayed the same and the compromises stayed with it.
A custom cart is defined by where the engineering effort starts. If the design begins with a supplier’s standard frame and adds options, it is configurable. If it begins with the part, the route, the operator, and the handoff to the next process, it is custom.

That distinction affects cost, lead time, and results.
At Plexform, we usually start by sorting the job into three kinds of fit. If one is missing, the cart may still ship, but it will not support the process well over time.
Part fit: What geometry needs support, spacing, restraint, and surface protection?
Process fit: How is the cart loaded, moved, staged, indexed, docked, and unloaded?
Human fit: What reaches, sightlines, handle heights, push forces, and access constraints show up in the task?
Those questions are more useful than asking for length, width, and capacity by themselves. A cart can meet the dimensional envelope and still create bad presentation, unstable loading, or unnecessary operator motion.
Three levels of cart design
A practical spec has to separate standard, configurable, and custom solutions clearly.
| Type | What it usually means | Where it works | Where it falls short |
|---|---|---|---|
| Standard | Fixed dimensions and features | Simple transport of uniform loads | Poor fit for fragile, irregular, or process-specific parts |
| Configurable | Standard base with selectable options | Moderate variation, faster procurement | Limited ability to solve geometry or workflow problems |
| Custom | Engineered around part, process, and operator | Complex manufacturing and controlled material flow | Requires better upfront definition |
The trade-off is straightforward. Standard and configurable carts are faster to quote and easier to compare on price. Custom carts take more definition work up front, but that effort is what removes recurring problems from the line.
What “custom” should include
A real custom cart is not defined by appearance. It is defined by the design decisions that are specific to the job.
That usually includes:
Load support geometry: Saddles, nests, dividers, dunnage, and contact points that support the right surfaces and avoid cosmetic or structural damage.
Presentation logic: Deck angle, pick height, orientation, and access that match the next operation.
Mobility strategy: Manual push, tugger train, forklift interface, conveyor transfer, or powered movement based on how the cart travels.
Environmental fit: Coatings, wheel materials, and frame details selected for oil, debris, corrosion, washdown, or clean handling requirements.
Retention and protection: Stops, gates, separators, and soft-contact surfaces that control movement in transit and during loading.
For heavier applications, those decisions also drive frame construction, wheel selection, and stability margins. Our guide to steel carts for heavy-duty industrial handling shows how quickly those requirements move beyond a generic platform.
A custom cart isn’t a prettier cart. It’s a cart that eliminates the workarounds operators were forced to invent.
That is the definition that matters when writing a spec and defending the investment. If the request only lists dimensions and rated capacity, suppliers will respond with larger versions of familiar products. If the request defines part contact, route conditions, line-side presentation, and operator interaction, the result is an engineered cart that can be measured against damage reduction, labor efficiency, and flow consistency.
The Engineering Blueprint Key Design Considerations
A cart program usually goes off track before fabrication starts. The common failure is not poor welding or bad intent. It is a weak specification.
The engineering work is deciding what the cart must do under real operating conditions, then turning that into frame details, wheel selection, restraint methods, and operator interfaces that hold up on the floor.
Start with the real load case, not just rated capacity
Capacity is the number buyers ask for first. Load case is the number engineering should ask for first.
A cart carrying 2,000 pounds in static storage is dealing with a very different problem than a cart carrying the same load across expansion joints, through tight turns, or in a tow train. Dynamic forces raise stress at the frame, hitch, caster mounts, and restraint points. They also change stopping distance and tip risk.
That is why a useful spec defines more than gross weight:
Loaded and empty center of gravity
How the load enters and leaves the cart
Whether weight shifts during partial unloading
Manual push, tow, forklift handling, or mixed movement
Route conditions such as slopes, seams, debris, and speed
Whether impact events are occasional or routine
Heavy-duty custom carts can be built for very high payloads. The hard part is making sure the structure stays predictable when the cart is turning, stopping, or crossing rough floor conditions. For applications where those structural choices dominate performance, our guide to steel carts for heavy-duty industrial handling covers the frame and wheel trade-offs in more detail.
Ergonomics belongs in the initial design brief
Plants often discover ergonomic problems after launch because the first prototype was sized around the part and not around the operator.
Push effort, reach distance, handle height, deck height, and access angle all show up in cycle time, injury exposure, and operator workarounds. If someone has to twist to clear a side rail, reach into a deep pocket, or shove the cart sideways to start rolling, the geometry is wrong.
A practical review looks at the full interaction:
Where hands start and finish during loading
Whether the first push requires excess force
How often the operator changes grip
What posture is required at the highest and lowest pick points
Whether the cart stays controllable during turning and braking
Practical rule: If operators brace, jerk, twist, or reset their grip to move the cart, redesign the cart before writing another procedure.
In our design reviews at Plexform, this is often where the best ROI shows up. A small change in handle placement, wheel diameter, or load presentation can remove wasted motion from every trip without adding much fabrication cost.
Casters determine how the cart behaves on the floor
Casters are often treated like purchased hardware that gets selected late. That approach usually creates the biggest field issues.
Wheel diameter affects obstacle crossing and start force. Tread material affects rolling resistance, noise, floor wear, and chemical compatibility. Bearing type affects tracking and maintenance life. The mix of rigid and swivel casters determines whether the cart tracks straight, scrubs through turns, or fights the operator every few feet.
A few patterns show up repeatedly in manufacturing environments:
| Decision area | What usually works | What usually causes trouble |
|---|---|---|
| Floor conditions | Wheel diameter and tread matched to joints, chips, and surface quality | Small hard wheels on rough concrete |
| Directional control | Caster layout based on route length and turning frequency | Four swivels chosen only for maneuverability |
| Braking | Brake type selected for staging points, slopes, and operator access | Brakes added late with no review of how they are used |
| Tow applications | Layout designed for train tracking and dynamic stability | Manual-push caster geometry reused for towing |
Good caster selection lowers effort, protects the floor, and keeps the cart predictable. Poor selection makes a well-built frame feel unstable and hard to control.
Material and finish should match the abuse pattern
Steel is often the right base material for industrial carts because it gives predictable strength, straightforward fabrication, and field-repair options. That still leaves a lot of engineering decisions open.
Tube size, wall thickness, gusset locations, deck supports, drain paths, and finish all need to reflect the environment. A cart used in dry assembly can tolerate choices that fail quickly in coolant exposure, washdown, outdoor staging, or abrasive debris.
The specification should define the actual conditions:
Corrosion exposure
Impact frequency
Chip and scratch tolerance
Need for drainage or cleanout
Whether damaged coating must be repaired on site
Appearance matters less than service life. A finish that looks clean on delivery but chips, traps moisture, or cannot be repaired easily will cost more over time than a simpler finish matched to the environment.
Dunnage and fixtures protect the part, not just the payload
A strong frame can still deliver damaged product.
That happens when the part interface is treated as secondary. Painted, machined, formed, or dimensionally sensitive parts need controlled support points and repeatable location. The fixture has to hold the part through movement without loading weak flanges, cosmetic faces, connectors, or unsupported spans.
Effective fixture design usually combines:
Hard locating features for repeatability
Soft-contact surfaces where finish protection matters
Spacing that prevents part-to-part contact in transit
Load paths that support the part where it is structurally sound
Visual cues that reduce loading errors
This is also where engineering-first custom carts separate themselves from catalog carts. The frame moves product. The fixture determines whether the product arrives in usable condition.
3D modeling reduces costly revisions
A 3D model is not a presentation tool. It is a design control step.
Before steel is cut, the model should answer basic but expensive questions. Can the operator load the part without hand interference? Does the part clear the locator through the full loading path? Can a forklift or tug engage the cart without hitting guards or fixtures? Does the cart present material correctly at the next station?
When those checks happen early, the team can fix interferences, access problems, and density issues on screen instead of on the shop floor. That shortens revision cycles and makes the final cart easier to justify because the design decisions are tied to measurable outcomes such as reduced damage, lower handling time, and more consistent presentation.
Integrating Custom Carts into Your Workflow
A cart can be well built and still be a poor fit for the system around it.
That’s why workflow integration matters as much as frame design. The cart has to function as part of a route, a workstation, or an automation handoff. Once you look at it that way, several “features” stop being optional and start becoming interfaces.

In lean systems, the cart defines the material presentation
A good cart doesn’t just move inventory. It presents material in the right quantity, orientation, and sequence for the next operation.
That’s what makes carts valuable in milk-run logistics and line-side replenishment. If the cart is designed around the consumption pattern, operators spend less time sorting, searching, and repositioning parts. The movement becomes repeatable, and the handoff between logistics and production gets cleaner.
In cellular manufacturing, the cart can also act as a mobile workstation. The frame may carry tools, bins, paperwork, scans, or sequencing aids in addition to the part itself. In that setup, the wrong shelf depth or handle location can slow the cell just as much as a poor layout on the floor.
Automation changes what “custom” needs to mean
The adoption case for custom carts increasingly ties back to automation and supply chain control. The push toward warehouse automation and supply chain optimization has made custom features such as adjustable shelving and integrated IoT sensors more important because companies are trying to reduce labor costs, improve accuracy, and improve worker safety in more automated operations (Research and Markets on U. S. and Canada material handling carts).S. and Canada material handling carts](https://www.researchandmarkets.com/reports/5998393/u-s-canada-material-handling-carts-market)).
That has practical design consequences.
When a cart must work with the surrounding system, define these points
Docking geometry: The cart needs repeatable contact surfaces and dimensions if it must stop at a fixed point for transfer, scanning, or robotic access.
Tow and hitch details: Tugger trains depend on consistent hitch height, articulation behavior, and tracking.
Access envelope: Handles, sidewalls, and fixture height must not block a robot, lift assist, or operator reaching from a defined side.
Identification and traceability: Barcode mounts, RFID placements, and visual labels need to be readable in their operating environment.
Parking and staging behavior: Brake type, wheel orientation, and footprint affect whether staging stays orderly or degrades into ad hoc parking.
If a cart feeds a process, treat every touchpoint as a tolerance stack. Small misses become repeated delays.
AMR and AGV compatibility isn’t just about footprint
Projects often get underestimated. Teams assume that if the cart fits the robot, the integration is solved. It isn’t.
Robotic handoff depends on repeatability. The cart must approach and stop the same way every time. It needs stable tracking, a predictable pickup or tow point, and a load that doesn’t shift enough to change the robot interaction. In manual environments, operators can compensate for sloppy approach. Automated systems won’t.
That’s why custom material handling carts for mixed human and automated flow need clearer definition around wheel layout, hitching, fixture retention, and registration points. The cart becomes part of the control strategy, not just the payload carrier.
Real-World Applications and Use Cases
The easiest way to judge a cart concept is to put it in a real production setting and ask what job it’s doing.
Not “What does it carry?” but “What failure or delay does it remove?” That framing usually leads to much better design decisions.
Automotive kitting and line-side sequencing
In automotive and similar high-mix assembly environments, the cart often serves as a sequenced delivery tool.
A kitting cart can present a full set of parts in order of use, with each location sized to the component and arranged to match assembly flow. That cuts searching and reduces the odds that a fastener, bracket, or harness gets pulled from the wrong spot.
What works well here is disciplined presentation. The operator should be able to tell at a glance what belongs where, what has been consumed, and what remains. Deep tubs and mixed bulk storage usually don’t work once takt discipline matters.
Aerospace and delicate component handling
Aerospace, electronics-adjacent assembly, and high-finish fabrication often require the cart to do more protecting than transporting.
The cart may hold a relatively small number of parts, but each one needs controlled orientation and isolated contact. Foam, coated nests, formed separators, and fixed spacing matter more than raw carrying density. If one part can touch another in transit, the design is unfinished.
A common mistake is copying a warehouse-style cart into a precision environment. Open shelves and generic bins feel flexible, but they leave too much to operator judgment. For sensitive product, the cart should make the correct load pattern obvious and the incorrect one difficult.
Heavy manufacturing and large component moves
At the other end of the spectrum, heavy manufacturing may need powered movement because manual force is the wrong answer from the start.
Motorized platform carts can handle payloads up to 30,000 pounds, and they’re designed to remove the push and pull forces associated with moving extreme loads manually. They also address a serious safety issue because push/pull forces account for 40% of warehouse injuries, while features such as regenerative braking and deep-cycle batteries support 8 to 12 hour shifts in demanding use (EK Tech material handling brochure).
That matters for engine blocks, fabricated weldments, tooling, and other dense loads that have to move accurately without relying on a forklift for every transfer.
Where powered carts make sense
Long travel distances where manual movement adds fatigue and inconsistency
Heavy or awkward loads that create control risk in starts, stops, or inclines
Precision positioning near lines or fixtures where gradual powered movement helps
Forklift reduction efforts where teams want cleaner, lower-risk internal flow
For very heavy moves, the smartest cart decision is often deciding not to ask a person to push at all.
Fulfillment and mixed-use industrial picking
Even in lighter-duty applications, custom carts matter when the process is complex.
Picking carts for mixed-order environments often need shelves, dividers, labels, and scan-friendly features laid out around how work is released. A generic wire cart may hold the order, but it won’t help accuracy or travel efficiency if the layout forces repicks and visual confusion.
The best application designs usually look obvious once they’re built. That’s a good sign. It means the cart is supporting the process instead of asking the process to adapt.
Calculating Cost and Justifying the Investment
A custom cart usually costs more up front than a catalog cart. That part is easy to see.
The mistake is stopping the analysis there. The comparison is between purchase price and total cost of ownership, with the process impact included.
Look at cost where the floor feels it
A practical TCO review should include more than fabrication cost.
Ask what the current method is costing in damage, labor motion, floor congestion, maintenance, and equipment dependency. If operators need extra touches to stabilize parts, if a forklift is doing routine short moves, or if carts wear out because the wheel and frame choices were mismatched, those costs belong in the model.
A useful framework is to review these categories:
| Cost area | What to examine |
|---|---|
| Part protection | Scrap, rework, cosmetic damage, quarantine time |
| Labor efficiency | Extra touches, search time, awkward retrieval, double handling |
| Equipment use | Forklift dependence, waiting, competing traffic |
| Maintenance | Wheel replacement, coating failure, bent frames, fixture wear |
| Space use | Aisle blockage, poor nesting, oversized footprints |
| Safety | High-force pushes, unstable loads, awkward reaches |
Compare materials and system choices honestly
Steel carts can be the right solution for heavy-duty work, but durability alone doesn’t settle the investment question. A complete TCO view should include maintenance, corrosion behavior, and replacement frequency against alternatives. Some modular systems claim 2x service life over welded steel, and a cart-based system that eliminates a single forklift can save a site over $50,000 per year (MSSW on heavy-duty material handling cart ownership trade-offs).
That doesn’t mean welded steel is wrong. It means the application decides.
For some programs, a welded steel frame with application-specific dunnage is the strongest long-term choice because part control matters more than reconfiguration. In others, modularity and easier field changes carry more value. If your operation also uses portable containers, metal bins on wheels can fit into the same TCO discussion because mobility and containment often solve the same handling problem in different ways.
Build the business case from avoided failure
The strongest justification rarely comes from one headline number.
It comes from stacking avoided costs that the current process has normalized. Fewer damaged parts. Fewer extra touches. Less forklift traffic. Better cube utilization. Better operator acceptance. More consistent presentation to the line.
When the cart removes repeated friction from a daily process, the return usually shows up across several departments, not one budget line.
Creating Your Custom Cart Specification Checklist
Most cart projects improve immediately when the initial request gets more specific.
“Need a heavy-duty cart” isn’t a usable engineering brief. A structured checklist is.
Custom Cart Specification Checklist
| Category | Requirement/Question | Your Specification |
|---|---|---|
| Part characteristics | What part or family of parts will the cart carry? | |
| Part characteristics | What are the overall dimensions of each part? | |
| Part characteristics | What is the load weight, including worst-case load condition? | |
| Part characteristics | Are there fragile, cosmetic, machined, or critical-contact surfaces? | |
| Part characteristics | Does the part need fixed orientation during transport? | |
| Process flow | Where is the cart loaded, staged, and unloaded? | |
| Process flow | Is movement manual, towed, forklift-assisted, or motorized? | |
| Process flow | Will the cart feed a workstation, act as storage, or both? | |
| Process flow | Does it need to dock to racks, conveyors, lifts, or automation? | |
| Environment | Is the cart used indoors, outdoors, washdown, or near chemicals/oils? | |
| Environment | What floor conditions exist, such as seams, slopes, or debris? | |
| Ergonomics | From which side does the operator load and unload? | |
| Ergonomics | What reach, lift, or presentation concerns must be addressed? | |
| Ergonomics | Are there push-force or visibility constraints? | |
| Mobility | What caster or wheel behavior is required for the route? | |
| Mobility | Are brakes, floor-locks, or tow hitches required? | |
| Protection | What dunnage, separators, retainers, or soft-contact surfaces are needed? | |
| Identification | Are labels, barcode mounts, RFID, or visual inventory cues needed? | |
| Maintenance | Which components need field replacement or wear protection? | |
| Program needs | How many carts are needed, and is future revision likely? |
The checklist should force operational clarity
Don’t fill this out alone if the cart touches multiple departments.
Pull in manufacturing, operators, maintenance, packaging, and logistics. The best cart specs usually come from short disagreements early. One team cares about presentation. Another cares about tow behavior. Another cares about wheel service or coating damage. You want those conflicts surfaced before design begins.
A good specification doesn’t describe a cart. It describes the job the cart must perform without causing new problems.
How to Partner with the Right Fabricator
The right fabricator won’t start by quoting a frame. They’ll start by asking better questions.
If a vendor jumps straight to dimensions and capacity, you may get a usable product. You probably won’t get a strong process solution. The better partner will ask about load path, contact points, part sensitivity, movement method, and how the cart interfaces with the surrounding operation.
Questions worth asking a fabricator
How do you handle 3D modeling and design review
How do you validate fit, access, and part presentation before fabrication
What details do you need from us to define dunnage and restraints
How do you approach coatings and surface protection for our environment
How do you design for maintenance on wear items like wheels and contact surfaces
Can you support finishing choices such as those involved in custom fabrication coatings
A good cart supplier is really an engineering partner. You’re not buying a wheeled frame. You’re commissioning a tool that has to protect product, support flow, and hold up under real use.
If your team is evaluating custom material handling carts for part protection, line-side presentation, or returnable packaging flow, Plexform Incorporated designs and builds custom steel racks, bins, carts, and packaging solutions engineered around exact part geometry and production requirements.

Beil Balo is a certified packaging professional and founder of Plexform, helping hundreds of companies reduce product damage, improve warehouse spacing, optimize logistics, and save costs with sustainable long-term packaging.