 Skip to content
Skip to content 
Industrial warehouse racks are much more than simple shelving. Think of them as the engineered structural backbone of your entire operation—a critical investment that turns empty vertical space into a productive asset that directly impacts your bottom line.
Building Your Warehouse's Structural Backbone

Imagine trying to run a library by piling all the books on the floor. It would be chaotic, inefficient, and impossible to find anything. That's exactly what a warehouse feels like without a proper industrial racking system.
In an economy where speed and accuracy define success, optimized storage isn't just a nice-to-have; it's the key to your competitive advantage. The right system transforms empty air into organized, accessible inventory positions. This unlocks a few major benefits:
Maximizing Density: Racks allow you to grow vertically, which can dramatically increase your storage capacity without needing more square footage.
Improving Workflow: Well-organized product placement cuts down on travel and search time for your team and equipment, making order fulfillment much faster.
Protecting Inventory: Getting products off the floor and into designated slots minimizes damage from moisture, pests, and improper handling.
From Cost Center to Profit Driver
It’s easy to view industrial racks as just another expense, but that overlooks their true role. Each rack is an engineered structure, much like the frame of a building, designed to support specific loads and workflows. A well-designed system directly boosts profitability by cutting down on waste—wasted space, wasted time, and damaged goods. You can explore more about these structural principles in our guide to steel frame construction.
This strategic importance is clear in market trends. Fueled by the demands of e-commerce, the North American industrial racking market is expected to grow from $2.7 billion in 2026 to $4.8 billion by 2033. That surge shows just how essential these systems are to modern logistics.
Choosing the right type of rack for your warehouse is the first step toward building a more efficient and profitable operation. To help you get started, the table below gives a quick overview of the most common systems we'll be covering.
Quick Guide to Common Industrial Rack Types
This table summarizes the most prevalent industrial racking systems and their ideal applications to help you quickly identify relevant solutions.
| Rack Type | Primary Use Case | Key Benefit |
|---|---|---|
| Selective Rack | High-variety, lower-volume inventory | Direct access to every pallet |
| Drive-In/Drive-Thru | High-volume, low-variety products (LIFO/FIFO) | Maximum storage density |
| Push-Back Rack | Medium-variety, high-density needs (LIFO) | High density with good selectivity |
| Pallet Flow Rack | High-volume, perishable goods (FIFO) | Automatic stock rotation |
| Cantilever Rack | Long, bulky, or irregular items (e.g., lumber, pipe) | Unobstructed horizontal storage |
Each of these systems solves a different operational puzzle, and we'll dive into the specifics of each one to help you figure out the best fit for your facility.
Matching Rack Types to Your Inventory Needs
Picking the right industrial racks for your warehouse isn't just about finding something that fits. It's a strategic decision that can make or break your entire inventory flow. The wrong choice will create bottlenecks and hidden costs, while the right one becomes a force multiplier for your entire operation.
Think of it like choosing a tool for a specific job—you wouldn't use a hammer to turn a screw. This guide breaks down the most common industrial rack types, explaining the "why" behind each design. Once you understand their mechanics and best-fit scenarios, you can align a system perfectly with your inventory and operational goals.
Selective Racking: The Universal Socket Wrench
If there’s a default setting for pallet storage, it’s selective racking. It’s the universal socket wrench in a mechanic's toolbox—versatile, straightforward, and effective in a huge range of situations. Its defining feature is providing direct, immediate access to every single pallet you store.
This one-to-one access makes selective racking the perfect fit for operations with a high number of different Stock Keeping Units (SKUs) but a low volume of each one.
How it Works: Pallets are stored just one deep in single or back-to-back rows. Any standard forklift can easily grab any pallet without having to move others out of the way.
Best For: Retail distribution, 3PL warehouses, and any facility where product variety is high and speed of access is everything.
Key Advantage: 100% selectivity. There is simply no faster way to get to a specific pallet.
The primary trade-off for this incredible accessibility is lower storage density. Because every row of racking requires its own aisle, a good chunk of your floor space is dedicated to traffic instead of storage.
Drive-In Racking: The Parking Garage for Your Products
In complete contrast to selective racking, drive-in racking sacrifices individual pallet access to achieve maximum storage density. The best way to picture it is as a multi-level parking garage for your inventory. Forklifts drive directly into the racking structure—which can be several pallets deep—to place or retrieve goods.
This design is engineered for storing high-volume products with low variety. It runs on a Last-In, First-Out (LIFO) inventory system, which means the last pallet put into a lane is the first one that has to come out. This makes it ideal for non-perishable goods or products with a long shelf life where stock rotation isn't a primary concern.
By eliminating most of the aisles, drive-in systems can boost storage capacity by 75% or more compared to standard selective racking. This makes them an incredibly powerful tool for getting the most out of your warehouse footprint.
A close relative, drive-thru racking, has entry and exit points on both sides to allow for a First-In, First-Out (FIFO) flow, but the simpler construction of drive-in systems makes them far more common.
Push-Back and Pallet Flow: The Smart Movers
So, what if you need more density than selective racks can offer but better selectivity than a drive-in system? This is exactly where dynamic racking solutions like push-back and pallet flow enter the picture. They strike a smart balance between density and accessibility.
Push-Back Racking (LIFO)
Imagine a line of nested shopping carts. When you push a new cart into the line, the others simply roll backward. Push-back racking operates on a nearly identical principle, with pallets resting on a series of nested carts that run on inclined rails.
When a forklift loads a new pallet, it gently pushes the existing ones back one position. To pick an item, the driver just takes the front pallet, and the ones behind it automatically slide forward to take its place. This LIFO system is fantastic for storing 2 to 6 pallets deep per lane, giving you solid density while keeping multiple SKUs accessible from the aisle.
Pallet Flow Racking (FIFO)
Pallet flow, also known as gravity flow, is the FIFO counterpart to push-back. Think of it as a conveyor belt designed for pallets. Each lane is fitted with rollers or wheels set on a slight decline. Pallets are loaded from a higher "charge" aisle and gently slide down toward the "discharge" aisle for picking. You can get more details on how these systems work by reading our in-depth article on high-density racking solutions.
This automatic stock rotation is crucial for:
Perishable Goods: A perfect match for food, beverages, and pharmaceuticals where the oldest stock must be used first.
High-Volume Fulfillment: It creates separate loading and picking aisles, which dramatically reduces forklift congestion and speeds up the entire operation.
Cantilever Racking: The Unobstructed Specialist
Finally, what do you do with items that just won't fit on a standard pallet? This is where cantilever racking shines. Instead of having vertical uprights at the front of the rack, cantilever systems feature a heavy-duty central column with arms extending outward.
This open-front design creates long, unobstructed horizontal shelves, making it the only practical solution for storing bulky, long, or irregularly shaped items such as:
Lumber and pipes
Furniture
Steel bars and tubing
Textile rolls
By carefully matching your inventory’s unique traits—its volume, variety, size, and shelf-life—to the right industrial racks for your warehouse, you build the foundation for a more efficient, productive, and scalable operation.
Key Engineering and Load Capacity Principles
A high-quality racking system is far more than just steel shelving; it’s a meticulously engineered structure designed for performance and, above all, safety. Think of it like building a bridge inside your warehouse. Every single component—from the upright frames to the horizontal beams—must be precisely calculated to handle its intended weight without a hint of failure.
When you understand the engineering that goes into industrial racks, you can ask smarter questions and evaluate vendor specs with real confidence. This isn’t just about preventing a catastrophic collapse. It’s about building a system that is safe, durable, and perfectly tuned to the loads you handle every day.
Understanding Your Load Types
The very first step in engineering a safe system is knowing exactly how weight will be applied to it. In the world of racking, there are two main types of loads you have to consider, and the difference between them is critical.
Uniformly Distributed Load (UDL): This is the ideal scenario. It’s where the weight of a pallet is spread evenly across the entire length of the beams. Nearly all rack capacity ratings are calculated based on this perfect-world assumption.
Point Load: This is what happens when weight gets concentrated on just a few small spots. Think of a pallet that rests on feet instead of flat stringers—those feet create intense point loads on the beams. A point load can be far more stressful on the steel than a UDL of the exact same total weight.
Failing to account for point loads is one of the most common reasons beams bend or fail, even when the total pallet weight is technically under the rated capacity.
This flowchart offers a great starting point for thinking about which rack type might align with your inventory—the first big decision you’ll make before you start crunching load numbers.
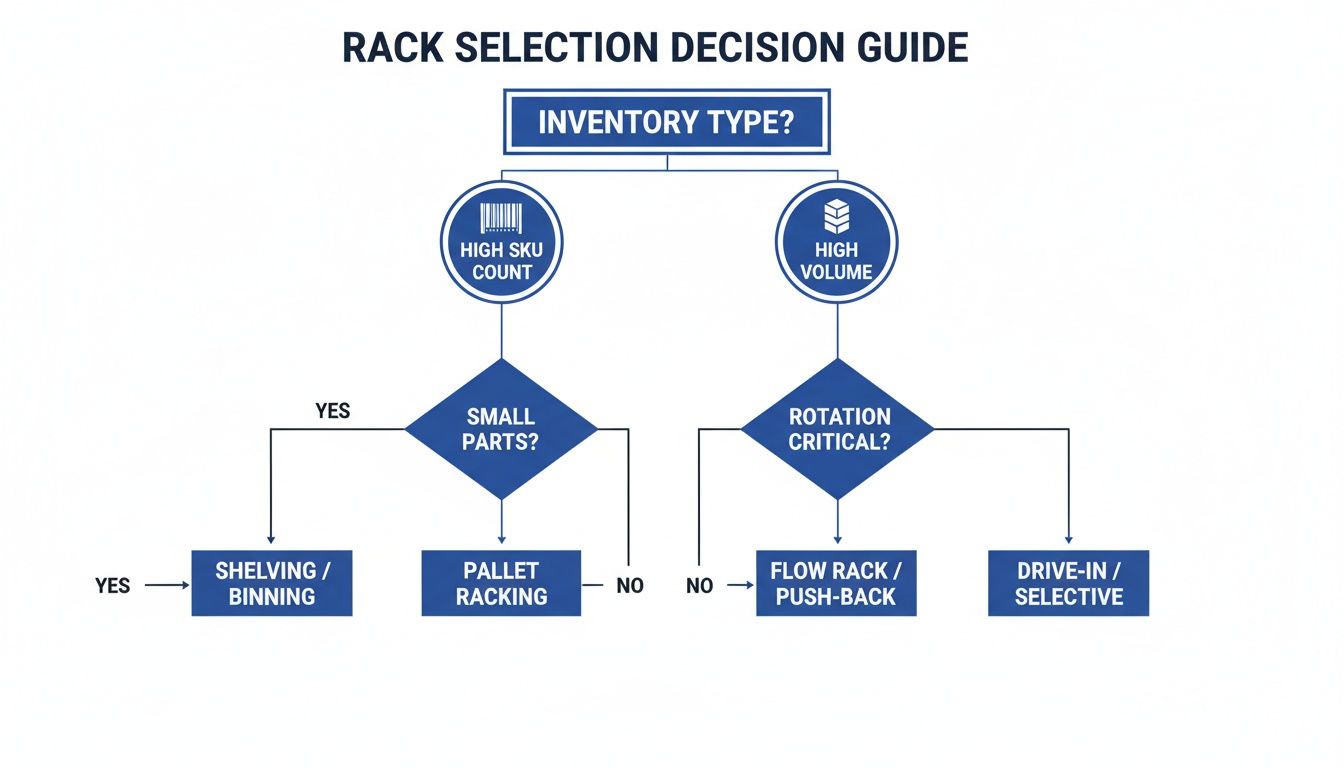
As you can see, factors like your SKU count and inventory volume will point you toward either high-density or high-selectivity systems, each of which has completely different engineering requirements.
Calculating Your True Load Capacity
A beam’s stated capacity—that "5,000 lbs" sticker you see—isn't a simple plug-and-play number. It's a calculated figure that's only valid under very specific conditions. To figure out the real capacity you need, you have to look at the entire system as a whole.
Crucial Insight: Your racking system is only as strong as its weakest link. A 5,000-lb capacity beam is worthless if the uprights or anchor points can only handle 4,000 lbs. The entire structure must be designed and rated as one cohesive unit.
This is exactly why the "Load Application and Rack Configuration" (LARC) drawings from the manufacturer are so vital. These documents detail the maximum allowable load for every component based on the final, assembled design, including factors like beam spacing and upright height.
Demand for properly engineered systems like these is soaring. The global pallet racking market is on track to jump from $13.1 billion in 2025 to an estimated $22.21 billion by 2030. This boom is fueled by the rise of complex e-commerce and fulfillment centers that demand safe, modular, and automation-ready industrial racks for their warehouse operations.
Beyond Static Weight: Safety Factors
A truly safe system has to account for much more than just the static, sitting weight of your products. Dynamic forces and environmental factors introduce new stresses that have to be baked into the initial engineering calculations.
Forklift Impact
Accidental bumps and collisions are a leading cause of rack damage and failure. While you can’t prevent every knock, choosing structural steel racking over standard roll-formed steel gives you significantly higher impact resistance. Adding column protectors to guard the base of your uprights is another non-negotiable safety measure.
Seismic Considerations
If you’re in an earthquake-prone area, your racking isn't just holding up pallets—it has to withstand side-to-side seismic forces. This requires specialized engineering, including larger footplates, stronger anchors, and specific bracing patterns dictated by local building codes. Don't guess on this one.
Material and Finish
The steel itself and its protective finish also play a huge role in long-term safety and durability. A tough, high-quality powder coat finish is essential for fighting off the rust and corrosion that can quietly weaken the steel over time. You can learn more about how the right custom fabrication coatings are key to protecting your investment.
How Custom Racks Solve Unique Storage Problems
Standard industrial racks are brilliant—when you’re storing neat stacks of standard-sized pallets. But what happens when your products don’t fit into a tidy, rectangular box? For countless manufacturers, trying to shoehorn irregularly shaped, delicate, or high-value components onto conventional racking is a recipe for wasted space and costly damage.
This is exactly where standard solutions run out of road and customization becomes a game-changer. Off-the-shelf racking simply wasn't built to handle the unique geometry of items like automotive exhaust systems, aerospace components, or specialized machine parts. The result is often a chaotic mess, difficult handling, and—worst of all—damaged inventory bleeding your bottom line.
When a one-size-fits-all approach is the problem, not the solution, custom-engineered racks offer a precise, strategic answer. This isn't about getting a luxury upgrade; it’s about solving specific operational headaches that directly hit your profitability.
Moving Beyond Standard With 3D Design
The path to a custom solution starts with a deep dive into the part itself. Picture a manufacturer of high-value, curved glass panels. Storing them on flat pallet racks is a non-starter, and stacking them on the floor is just asking for scratches and breakage. A custom approach tackles this problem head-on.
It all begins with a collaborative 3D design process. Our engineers model the exact geometry of that glass panel to create a rack that acts less like a simple shelf and more like a protective cradle. This process involves:
Part-to-Rack Engineering: We design specialized supports, dunnage, and contoured surfaces that perfectly match the product’s shape. This locks the part in place, eliminating movement during storage and transport.
Workflow Simulation: We model how your team will actually interact with the rack. The final design ensures loading and unloading are not only safe but also ergonomic and fast.
Structural Analysis: Using powerful software, we put the digital model through its paces, testing it under load to guarantee the final structure is more than robust enough for its specific job.
By building the rack around your part—not the other way around—you transform a storage liability into a streamlined, productive asset.
The Tangible ROI of Customization
Investing in custom industrial racks delivers a clear and measurable return by directly attacking the biggest cost centers in your operation. These aren't just fuzzy, theoretical benefits; they show up in your daily work and on your balance sheet. The most dramatic gains almost always come from two key areas: damage reduction and space optimization.
For many companies, product damage during storage and transit is a silent profit killer. A custom rack designed to perfectly secure a specific part can slash these damage rates by as much as 25% or more, turning a recurring expense into saved revenue.
Think about a company that manufactures complex, pre-assembled wiring harnesses. These items are bulky, awkward to handle, and easily tangled or damaged. A custom rack with dedicated hooks and separators keeps each harness isolated and secure, making them a breeze to identify, pick, and send to the assembly line completely defect-free.
This kind of precision creates a powerful ripple effect. When your parts are protected, you spend far less on rework and replacements. And when they’re perfectly organized, your team spends less time searching and more time on tasks that actually add value.
Real-World Wins from Custom Solutions
The true impact of custom industrial racks is best seen in real-world results. A purpose-built rack isn't just a better shelf—it's a piece of equipment engineered to solve a distinct business challenge.
Example 1: Increased Storage Density
An automotive supplier needed to store bulky but lightweight plastic bumpers. Standard pallet racking left enormous gaps of wasted vertical space and offered terrible density.
Solution: A custom "tree" rack was designed with angled arms that perfectly followed the bumper's curve.
Result: The new design allowed them to store bumpers vertically, nested snugly together. They increased storage density in the same footprint by over 30%, saving them from a hugely expensive warehouse expansion.
Example 2: Reduced Handling Time
A heavy equipment manufacturer struggled with large, cast-iron components that were difficult to lift and position safely with a forklift.
Solution: A custom rack was engineered with built-in rollers and a self-centering guide at the entrance of each bay.
Result: The new rack made it simple for operators to slide the heavy parts into place on the first try. This reduced handling time per part by 40% and made the whole process safer for the team.
These examples make it clear: custom racks are a strategic investment in efficiency. By pinpointing a specific operational bottleneck—whether it’s damage, wasted space, or slow handling—a custom-engineered solution can turn a nagging problem into a significant competitive advantage.
Installation Safety and Proactive Maintenance
Your investment in industrial racks for your warehouse doesn't end when the truck shows up. In fact, what happens next—the installation and ongoing care—is what truly determines their long-term value and safety. Skipping these final steps is a lot like buying a high-performance car and never changing the oil. It’s a recipe for premature, and potentially catastrophic, failure.
A racking system's entire structural integrity hangs on a perfect assembly. This is exactly why using certified installers isn't just a good idea; it's non-negotiable. These pros work directly from the engineer's approved drawings, making sure every single component is installed to spec. They properly torque the bolts, get the frames perfectly plumb and level, and anchor the system securely to your concrete slab. This creates the stable foundation your entire operation relies on.
The Power of Proactive Inspections
Once your racks are up, they need regular check-ups. Think of it as preventative healthcare for your warehouse. Catching a minor issue during a quick walk-around is infinitely better than discovering a major structural compromise after it's too late.
A simple, consistent inspection program is one of the most powerful safety tools you have at your disposal. When you empower your team to spot and report damage, you're building a culture of safety that protects everyone. The most common failure points are often hiding in plain sight.
Here’s a basic checklist for your weekly walk-throughs:
Damaged Uprights: Look for any dents, twists, or scrapes on the vertical frames. Pay special attention to the areas near the floor, where forklift impacts are most common.
Deflected Beams: Scan the horizontal beams for any visible sag or bowing. A deflected beam is a clear sign it has been overloaded or damaged.
Loose or Damaged Anchors: Check that the footplates at the bottom of each upright are securely anchored to the floor, with no signs of shearing or pull-out.
Missing Safety Components: Make sure all safety clips for the beams are present and properly engaged. These little clips are critical for preventing accidental dislodgement.
Repair vs. Replacement: Knowing When to Act
When damage is found, you’ll face a critical decision: repair the component or replace it? This isn't a judgment call you can afford to take lightly. An improper repair can actually be far more dangerous than the original damage itself.
The rule of thumb here is simple and strict. Structural components, like uprights and beams, should almost always be replaced, not repaired. Trying to weld a patch or straighten a bent frame compromises the temper of the steel and immediately voids the manufacturer's load capacity ratings. Only non-structural elements or specially designed repair kits approved by the original engineer should ever be considered for an on-site fix.
Key Takeaway: The cost of a new upright is nothing compared to the potential cost of a rack collapse. We're talking destroyed inventory, crippling operational downtime, and the very real risk of serious injuries. Always, always prioritize safety over short-term savings.
This proactive approach—combining professional installation with diligent, ongoing maintenance—is what ensures your industrial racks for the warehouse remain a safe, reliable, and valuable asset for their entire service life. It's the ultimate protection for your people, your products, and your bottom line.
Frequently Asked Questions About Industrial Racks
When it comes to outfitting a warehouse, the world of industrial racks can bring up a lot of questions. Whether you're an experienced engineer or a facility manager new to the game, getting clear, straightforward answers is the first step toward making a safe and cost-effective decision. Here are the answers to the most common questions we hear from the field.
How Do I Determine the Right Load Capacity for My Racks?
Calculating the right load capacity starts with one simple rule: always plan for the absolute heaviest pallet you will ever store. Find the maximum weight of your heaviest fully loaded pallet—not an average, but the true maximum.
Once you have that number, multiply it by the number of pallets you intend to place on a single beam level. This is the figure you must give to your rack engineer. They will use this data to design a system with the proper safety margins required by local codes. Never, ever guess or estimate capacity; overloading is one of the leading causes of catastrophic rack failure.
What Is the Difference Between Roll-Formed and Structural Racking?
The biggest difference comes down to how they're made and what they're built to handle. Think of it as choosing the right tool for the job.
Roll-Formed Racking: This is your versatile workhorse. Made from cold-rolled steel, it's lighter, more affordable, and features easy-to-install clip-in beams. It’s the standard choice for most retail, e-commerce, and general warehousing applications.
Structural Racking: This is the heavy-duty specialist. It’s built from hot-rolled steel channels bolted together, creating a far more massive and damage-resistant frame. Its toughness makes it perfect for punishing environments like freezers, fast-moving distribution centers, and any area with heavy forklift traffic.
Can I Reconfigure or Add to My Existing Warehouse Racks?
In many cases, yes—especially if you have a modular, roll-formed system designed for that kind of flexibility. However, you must always consult a qualified engineer before you move a single beam.
It is extremely dangerous to mix components from different manufacturers. Their load ratings, steel gauges, and connection mechanisms are almost certainly incompatible, which can create an unstable and unsafe structure. An engineer must verify that any new configuration is safe and still meets current industry standards.
How Often Should I Inspect My Industrial Warehouse Racks?
Consistent inspections are completely non-negotiable for maintaining a safe warehouse. The best approach is a layered one. Your forklift operators should be doing quick visual checks every day as part of their pre-shift routine.
On top of that, a trained member of your internal team should conduct a more formal inspection weekly or monthly using a detailed checklist. We also strongly recommend a comprehensive annual audit by a certified third-party rack inspector. This professional review catches hidden risks, ensures full compliance, and is the ultimate safeguard for your people and your inventory.
Ready to move beyond standard solutions? The engineering team at Plexform Incorporated specializes in designing custom steel racks that fit your parts, processes, and goals, reducing damage and optimizing space. Learn how we can build a solution for you at https://www.plexformps.com.

Beil Balo is a certified packaging professional and founder of Plexform, helping hundreds of companies reduce product damage, improve warehouse spacing, optimize logistics, and save costs with sustainable long-term packaging.