 Skip to content
Skip to content 
You probably have one of these problems on the floor right now.
A part fits the product, but not the rack. Operators add dunnage to make it work. Forklift drivers lose time lining up entries that were never designed for the aisle width. Components arrive with edge damage because the storage method controls movement poorly. Then someone says the current setup is “good enough” because replacing it feels like a capital project instead of an engineering fix.
That is usually where custom steel components enter the conversation.
When they are done well, they are not isolated fabricated parts. They are load paths, locator features, stacking logic, handling interfaces, and durability decisions built into one physical system. The steel itself matters, but the larger issue is how early engineering choices affect handling, storage, transport, maintenance, and replacement cost over the life of the program.
The most expensive mistake is treating a rack, bin, or cart as a late-stage purchasing item. The best results come when the customer and fabricator work through geometry, duty cycle, environment, and workflow before the first sheet is cut.
The Hidden Costs of Good Enough Storage
Generic storage usually fails in predictable ways.
A bin that is slightly too deep encourages part nesting and difficult retrieval. A rack with the wrong support spacing puts load where the product is weakest. A cart built around standard dimensions instead of actual part geometry wastes cube, blocks line-side access, and creates workarounds that become “the process” because people have adapted to them.

Where the cost becomes evident
The invoice for an off-the-shelf rack looks small. The operating cost rarely does.
Here is where “good enough” storage starts leaking value:
Part damage: If the support points are wrong, the product shifts, rubs, or carries load at vulnerable edges.
Wasted floor space: Standard footprints rarely match the part envelope or the stacking plan.
Labor friction: Operators spend time adjusting, reaching, separating, or reorienting parts.
Freight inefficiency: Empty air ships just as reliably as product when the packaging geometry is wrong.
Maintenance headaches: Ad hoc fixes like wood spacers, foam patches, and bolt-on guards become permanent.
A custom approach solves these issues upstream. Instead of forcing the product into a standard container, the design starts with the product and the process. That is why teams looking at custom metal bins usually discover the core conversation is not about bins at all. It is about flow, touchpoints, and damage prevention.
Why steel became the practical answer
Steel became the default platform for these engineered systems because it could be produced economically and shaped consistently. The turning point was the Bessemer process in 1855, which enabled mass steel production at much lower cost. That shift significantly lowered costs and helped move steel from a premium material into everyday industrial use, laying the groundwork for modern precision fabrication (history of the steel industry)).
That history still matters on the plant floor. We no longer think of steel as rare or special. We think of it as available, weldable, formable, repairable, and structurally dependable. That combination is what makes custom steel components so useful in returnable packaging and material handling.
Practical takeaway: If operators have already invented workarounds for a storage problem, the system is telling you the packaging design is wrong.
Designing for Performance Material Selection and 3D Modeling
A custom steel component usually succeeds or fails before the first sheet is cut.
The early meetings set the economics. If the client describes the use case loosely, the fabricator has to protect against unknowns with extra material, wider tolerances, or later design revisions. If both sides define the duty cycle clearly, the part can be engineered for the intended load case instead of for guesswork. That difference shows up in weight, repair rate, lead time, and total cost over the life of the program.
Start with the duty cycle, not the drawing
A customer can hand over a sketch, a legacy rack, or a rough CAD file. None of those inputs answers the main engineering question. What does the component need to survive every shift, every week, and every return loop?
That discussion should cover the operating reality in plain terms:
Handled product: What part is being carried, where can it be contacted, and which surfaces must stay protected?
Environment: Dry indoor storage calls for one material strategy. Outdoor staging, humidity, washdown, or chemical exposure call for another.
Loading pattern: Static weight, repeated cycles, and impact loading create different failure modes.
Handling method: Forklift entry, tugger movement, robot pickup points, and manual reach zones all change geometry.
Service expectations: A field-repairable asset should be designed differently from an internal fixture with a short, controlled life.
Good collaboration pays for itself during these discussions. The customer brings process knowledge. The fabricator brings fabrication limits, weld behavior, and experience with how steel components fail in service. At Plexform Incorporated, that exchange is what turns a rough concept into an engineered part instead of a part that needs constant workarounds later.
Teams that need full custom fabrication and engineering support for steel products usually find the same pattern. The more precise the front-end requirements, the less waste gets built into the program.
Material choice is a trade-off, not a rule
There is no default material that fits every custom steel component.
Carbon steel is often the practical choice when the environment is controlled and the program is cost-sensitive. Stainless steel earns its higher cost when corrosion, repeated cleaning, or moisture exposure would shorten service life. Thickness adds another layer of trade-off. More thickness can improve stiffness and abuse resistance, but it also increases weight, forming difficulty, and freight cost.
Heat treatment belongs in the same conversation. As noted in OGS Industries on custom steel part performance, post-processing decisions can materially affect strength and fatigue behavior. That matters in returnable systems because repeated-use components rarely fail from a single overload. They fail from thousands of ordinary cycles plus occasional abuse.
A few practical questions help narrow the right specification:
| Material question | What to ask | Why it matters |
|---|---|---|
| Base alloy | Is the component exposed to moisture, chemicals, or repeated cleaning? | This sets the corrosion strategy and long-term maintenance burden. |
| Thickness | Is the load concentrated, distributed, or impact-driven? | Thickness affects stiffness, total weight, and forming limits. |
| Heat treatment | Is the part more likely to see fatigue than one-time peak load? | Repeated-use racks and bins need a different strength strategy than static structures. |
| Repairability | Will plant maintenance weld or modify the component in-house? | Some material choices make field service simpler and less risky. |
The 3D model forces decisions before steel is ordered
A useful 3D model is not a sales image. It is a control document.
The model should answer practical questions early. Will forks clear the base without striking a guard? Does the product sit on the intended datums or drift onto a cosmetic surface? Can operators load it without reaching through pinch points? Is there enough weld access to build the part consistently? Can the unit stack, nest, or return empty without creating handling problems?
The model also forces dimensional discipline. "About half an inch" is not a specification. Clearance, contact points, tolerances, center of gravity, and part orientation need actual values that both the customer and fabricator agree to. Once those values are defined in CAD, manufacturability gets easier to review and cost risk becomes easier to see.
This collaborative step is often missed in purely technical fabrication guides. Its primary value is not just clash detection. It is financial alignment. A small front-end decision, such as switching support points, reducing part count, or selecting a different gauge, can improve durability while lowering fabrication time and empty return weight. Poor early decisions do the opposite and lock in avoidable cost for years.
Tip: Review the loaded condition and the empty return condition in the same design meeting. Many systems work well in one state and create problems in the other.
What works and what does not
What works:
Starting with actual product geometry and handling conditions
Choosing material from the environment and duty cycle, not from habit
Reviewing manufacturability during modeling, before release
Defining operator access, repair access, and return conditions early
What does not:
Designing around a rough outline and assuming dunnage will solve the rest
Selecting stainless steel without a corrosion case that justifies the cost
Ignoring maintenance access until the component is already in service
Treating the 3D model as a presentation asset instead of an engineering document
The strongest programs are collaborative from the start. The customer defines how value is created on the floor. The fabricator defines how that value can be built reliably in steel. When both sides make those decisions early, the component performs better and the ROI case gets much easier to defend.
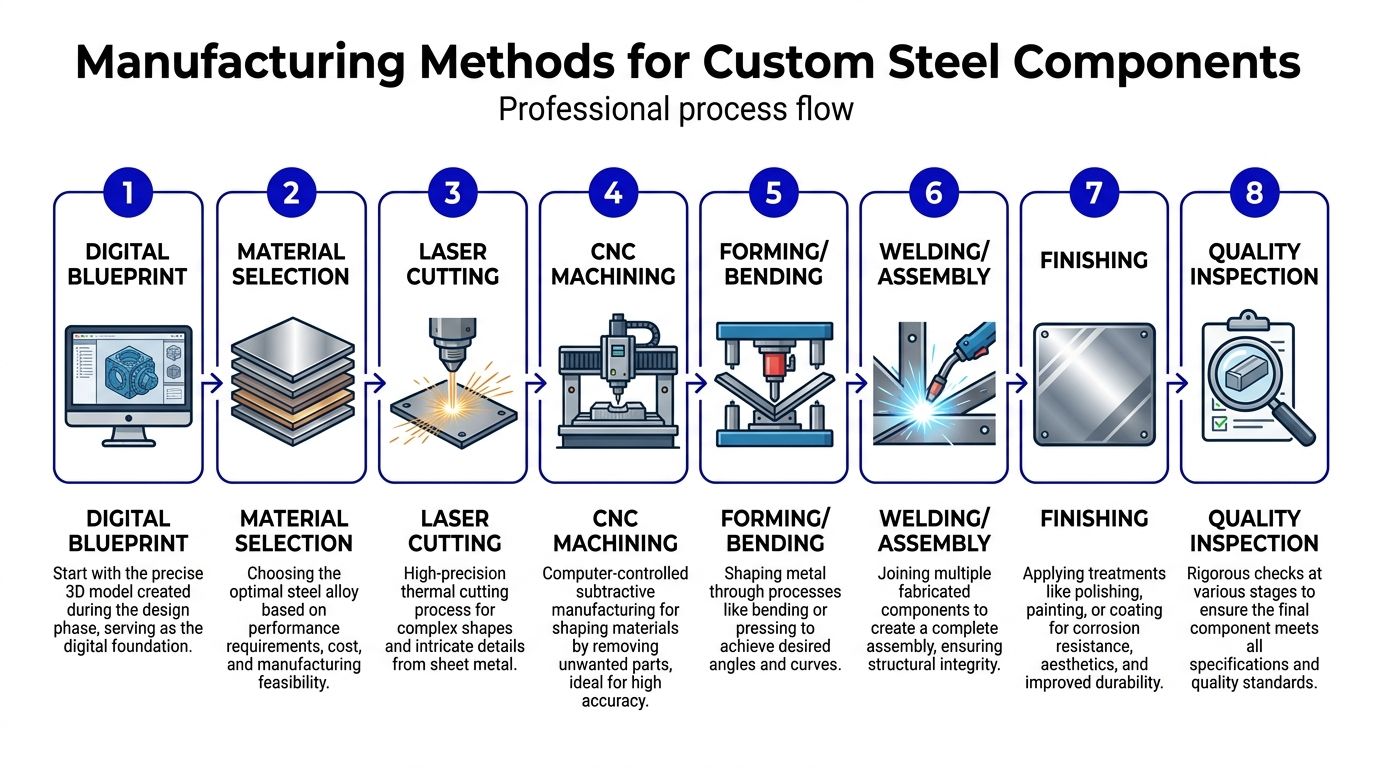
From Digital Model to Physical Part Manufacturing Methods
The manufacturing floor should not “figure out” the design. It should execute it.
When the digital model is clear, each fabrication method has a defined job. Cutting establishes the blank. machining creates the exact features that must locate or fasten. Forming adds geometry and stiffness. Welding turns separate parts into a durable assembly. Finishing protects the result. Inspection confirms the component matches the intent.
Cutting and machining
Laser cutting is often the fastest way to get precise profiles from sheet stock. It is useful when the design needs slots, tabs, reliefs, and clean perimeter geometry that would be inefficient to create manually.
Machining comes into play when the part needs exact holes, surfaces, or features that affect fit and assembly. In a rack or bin program, that might include precision interfaces, mounting pads, or hardware locations that cannot drift.
The important distinction is simple. Cutting defines shape. Machining defines accuracy at critical points.
Forming is where flat steel becomes structure
A flat blank does not stay flat for long in a good design. Bends create section depth, and section depth creates stiffness.
That sounds basic, but it is one of the most powerful tools in custom steel components. A well-placed bend can eliminate extra parts, reduce welding, and improve consistency. The catch is that bending is not guesswork.
For precision bending, the K-factor matters. It is the ratio of the neutral axis to material thickness. Because material properties and thickness variations change that value, engineers need to calculate it during modeling to achieve first-pass accuracy and avoid misalignment or loss of load-bearing capacity (Thomas guide to fabricating custom components).
A few bending realities are worth keeping in view:
Material thickness affects bend behavior: A small change in thickness can shift the final leg dimension enough to create assembly trouble.
Inside radius matters: Tight radii may look efficient on screen but can be poor manufacturing choices.
Feature placement matters: Holes and slots too close to bends can distort or create tooling issues.
Repeatability matters more than one good sample: Production success means the last part matches the first.

Welding should solve a structural problem
Welding is where many custom assemblies either become sturdy or become inconsistent.
Good weld design starts long before the torch is on. Joint geometry, sequence, fixture strategy, and access determine whether the part stays square and whether the welds are practical to inspect and repeat. The best assemblies use welding where it adds strength and simplify the rest of the structure through smart cutting and forming.
This is one reason many teams benefit from reviewing full custom fabrication and engineering products to precision before finalizing a design. The manufacturing route should support the geometry, not fight it.
A simple way to evaluate manufacturing choices
| Process | Best use in custom steel components | Common mistake |
|---|---|---|
| Laser cutting | Profiles, tabs, slots, repeatable blanks | Using it without considering downstream bend or weld distortion |
| CNC machining | Critical interfaces, exact hole patterns, tight fits | Applying it broadly where formed or cut features would do |
| Forming and bending | Adding strength, shape, and part consolidation | Treating bend allowances as assumptions |
| Welding and assembly | Structural joining and final frame creation | Overwelding simple joints and inducing distortion |
Key takeaway: If the part only works because the fabricator “adjusted it on the floor,” the design package was incomplete.
The workflow is integrated
These methods are not separate islands. Each process hands accuracy, stress, and variation to the next one.
A bad blank makes bending difficult. A poor bend makes fixturing harder. Weak fixturing makes welding variable. Variable welding makes inspection painful. That is why experienced teams review process flow early. The cheapest correction is almost always the one made in the model, before release.
Ensuring Durability Finishes Tolerances and Quality
The part is not finished when the welding ends.
For racks, bins, carts, and structural packaging components, durability comes from three decisions made after the main fabrication work. The finish has to match the environment. The tolerances have to match the assembly and stacking logic. The inspection plan has to match the critical risk points in the design.
Finishes should match the abuse, not the brochure
A finish is a protective system, not a cosmetic extra.
If the component lives indoors in a dry plant, one coating approach may be completely appropriate. If it moves through moisture, outdoor staging, or repeated cleaning, that same finish can become the weak link. The mistake is selecting a finish based on appearance alone.
A few questions quickly narrow the right path:
Will the component be exposed to moisture or chemical residue?
Will operators drag forks, containers, or parts across wear surfaces?
Will damaged coating be easy to touch up in-house?
Does the component need visual identification by color or zone?
For many returnable packaging systems, the right answer balances corrosion resistance with practical repair. A finish that looks perfect on day one but fails quickly at contact points creates a maintenance burden the customer inherits.
Teams evaluating coating options often benefit from reviewing custom fabrication coatings alongside the actual handling environment rather than selecting from a finish chart in isolation.
Tolerances control whether a system behaves predictably
Tolerance conversations often become abstract. On the floor, they are not abstract at all.
If a stack-up drifts, racks bind. If locator features wander, parts sit unevenly. If fork pockets vary, operators slow down because entry is no longer predictable. Tightening every dimension is not the answer, but tightening the right dimensions is.
Think in functional zones:
| Functional zone | Tolerance priority | Why |
|---|---|---|
| Part contact features | High | These surfaces control protection and presentation. |
| Forklift interfaces | High | Small dimensional drift changes handling speed and safety. |
| Non-critical frame members | Moderate | Structural consistency matters, but not every edge is a locating surface. |
| Cosmetic surfaces | Context dependent | Visual uniformity may matter, but not at the expense of critical fit areas. |
Quality should mirror failure risk
A generic inspection checklist rarely catches the failures that matter most.
Quality planning works best when it follows the likely failure path of the component. On a returnable rack, that may mean close attention to loaded geometry, welded joints at repeated stress points, and stack fit. On a bin, it may mean checking base flatness, corner durability, and whether the product sits as modeled.
A practical quality routine usually includes:
Incoming material review: Confirm the material matches the released design and intended process.
In-process dimensional checks: Verify key cut and formed features before the assembly is complete.
Weld inspection: Look for consistency, access problems, and distortion at joints that control geometry.
Final fit review: Confirm stacking, handling, and part presentation function as intended.
Use-case validation: Check the component in the way operators will use it, not only on a table.
Tip: Ask quality teams to inspect the loaded assembly condition, not just the unloaded fabricated frame. Many problems only appear when the product is in place.
Quality is not separate from engineering. It is engineering made visible at the end of the process.
Strategic Integration in Returnable Packaging Systems
A custom steel component earns its value when it improves the whole loop.
That loop includes pack-out, transport, receipt, line-side presentation, empty return, and maintenance. A rack or bin that performs well in one node but causes friction in the others is not a finished solution. It is a partial one.
The component is part of a system
Returnable packaging engineers already know the physical container does more than hold parts. It also sets operator motion, defines storage density, and determines how predictable the return cycle becomes.
A well-designed steel rack can:
Hold irregular parts at controlled contact points
Create consistent fork entry and stacking behavior
Present product at a useful retrieval angle
Nest or collapse intelligently for the empty return trip
Interface with labels, scans, or plant-specific tracking practices
Those benefits rarely come from a single design decision. They come from coordinated decisions made early with the customer. Product geometry affects the support method. The support method affects frame layout. The frame layout affects stack behavior and truck loading. Small early choices propagate through the whole system.
Collaboration changes the business outcome
The best returnable packaging programs do not begin with “build us a rack like this one.” They begin with questions.
How is the product touched now? Where does damage happen? What part orientation helps the next operator? Does the empty package consume too much floor space? Can the same component support both shipment and line-side use? Those are system questions, and they usually reveal that the original pain point is broader than packaging alone.
Consequently, custom steel components outperform generic alternatives. They can be designed around actual process conditions instead of forcing the process to adapt.
Smart integration is the next logical step
There is also a future-facing opportunity here. An underserved angle in the industry is the integration of steel packaging with sensors and monitoring logic. In practice, that means designing racks and bins so they can eventually support load, strain, vibration, or tracking hardware without awkward retrofits.
Even without adding electronics immediately, a sensor-ready design can influence access panels, protected mounting zones, cable paths, and inspection locations. That kind of planning matters because the packaging system is increasingly expected to carry information as well as product.
The result is a better returnable system. Not just a stronger container.
Calculating the True ROI of Custom Components
Custom steel components are often judged too early.
A buyer compares the upfront price of a custom rack, bin, or cart against a standard catalog alternative and stops there. That comparison is incomplete. The key question is whether the component reduces enough operating cost, damage risk, handling time, and replacement frequency to justify the initial spend.
Why the market keeps moving this way
This is not a niche way of thinking. The broader fabrication market is growing because manufacturers need parts and assemblies that match exact operating demands. The global metal fabrication market is projected to reach $29.46 billion by 2028, growing at a CAGR of 3.5% from 2023, driven by demand for precisely engineered components that improve manufacturing efficiency and logistics (worldsteel steel story).
That matters for internal business cases. It means more operations are deciding that fit, repeatability, and process alignment are worth engineering properly.
A practical ROI framework
Do not start with the fabricator’s quote. Start with the current failure cost.
Use a simple worksheet built around these categories:
| ROI category | What to evaluate | Typical signal of value |
|---|---|---|
| Product protection | Current damage points and containment issues | Fewer contact failures, less rework, more stable transit |
| Space utilization | Floor use, stack efficiency, freight cube | Better density and cleaner storage logic |
| Labor | Reach, part separation, forklift alignment, repacking | Faster handling and less operator improvisation |
| Asset life | Repair frequency, coating wear, structural fatigue | Longer usable service and fewer emergency replacements |
| Process stability | Variability between shifts or locations | More predictable handling and fewer workarounds |
How early engineering decisions change ROI
The strongest return often comes from decisions made before production starts.
For example, selecting the right material can prevent corrosion-driven replacement. Designing around actual part geometry can reduce dunnage and handling touches. Building realistic fork access into the model can speed repeated movement without operator adjustment. Holding the right tolerances can make every unit stack and interface consistently instead of requiring selective placement.
The opposite is also true. A component that is under-specified may look economical at purchase and become expensive in use. So can a component that is overbuilt, overweight, or more complex than the application requires.
Key takeaway: ROI improves when the customer and fabricator remove waste from the design before they add steel to the build.
What works in internal approvals
When engineering teams need approval, broad claims do not help. A narrow operational argument does.
Frame the request around a specific business problem:
damaged parts caused by uncontrolled contact
excess labor from awkward presentation
poor stacking or freight density
short service life in a corrosive environment
inconsistent handling across plants
That is easier for operations, finance, and purchasing to evaluate because it ties the design directly to a measurable process issue inside the plant.
Conclusion The Future of Smart Steel Components
The best custom steel components are not just fabricated accurately. They are specified accurately.
That difference is what separates a rack, bin, or cart that merely exists from one that effectively improves storage, handling, and transport. Material selection sets the performance envelope. 3D modeling exposes the hidden conflicts. Manufacturing methods turn intent into geometry. Finishes, tolerances, and quality practices determine whether the result survives real use.
The larger lesson is strategic. A custom steel component is rarely a standalone purchase decision. It is an operating-system decision for the flow of parts through a plant and across a supply chain. When the customer and fabricator collaborate early, they can remove waste before it becomes structural, repetitive, and expensive.
The next step is smarter integration. An underserved area in the market is the use of IoT-ready custom steel components in returnable packaging. Industrial IoT adoption in logistics is noted as surging 28% year-over-year, and sensor-ready designs create room for real-time monitoring, predictive maintenance, and better load optimization in returnable systems (sensor-ready steel angle reference). The specific hardware will vary, but the design principle is already clear. Build steel systems that can carry data as well as parts.
That is where custom steel components are heading. Stronger, more precise, and more connected to the decisions that drive plant performance.
Your Practical Specification Checklist
Bring this information into the first meeting with your fabricator. It shortens the design cycle and improves the quality of the first concept.
| Parameter Category | Specification Detail | Your Notes |
|---|---|---|
| Product data | Part dimensions, weight, fragile zones, approved contact points | |
| Load requirements | Units per rack or bin, total loaded weight, stacking condition | |
| Environment | Indoor or outdoor use, moisture exposure, cleaning process, corrosion concerns | |
| Handling method | Forklift, pallet jack, manual handling, tugger, robotic interface | |
| Flow path | In-plant storage, WIP, shipment, line-side delivery, empty return | |
| Presentation needs | Retrieval angle, orientation, part separation, ergonomic constraints | |
| Footprint limits | Aisle width, trailer constraints, stack height, floor storage area | |
| Material priorities | Carbon steel or stainless preference, weight concerns, repair expectations | |
| Finish requirements | Coating preference, wear zones, visual ID needs, touch-up expectations | |
| Quality needs | Critical dimensions, fit points, inspection priorities, validation method | |
| Program scope | Prototype, pilot, repeat order, mixed SKU use, plant standardization goals | |
| Collaboration inputs | CAD files, sample parts, photos of current issues, operator feedback |
If your team is evaluating a new rack, bin, cart, or returnable packaging system, Plexform Incorporated designs and builds custom steel solutions around part geometry, handling requirements, and production goals. A strong project usually starts with the current pain points, sample parts, and the checklist above.

Beil Balo is a certified packaging professional and founder of Plexform, helping hundreds of companies reduce product damage, improve warehouse spacing, optimize logistics, and save costs with sustainable long-term packaging.