 Skip to content
Skip to content 
A powder coat storage container is far more than just a painted metal box. Think of it as a piece of engineered equipment, meticulously designed to protect high-value components and keep your production lines running smoothly. These specialized containers leverage a durable powder-coated finish to eliminate part damage, stop corrosion, and prevent contamination—solving expensive problems that are all too common with generic storage.
Why Engineered Storage Containers Are a Critical Asset
Are you constantly staring at a pile of damaged parts or trying to navigate a cramped, inefficient production floor? The problem often isn’t your components—it's how they’re being stored and handled. In a high-stakes manufacturing environment, weak storage solutions are a direct threat to your bottom line, creating headaches that ripple through your entire production cycle.
Just think about the real-world costs. Every scratched, dented, or corroded part that ends up in the scrap pile is a direct hit to your profits. Production bottlenecks form as your team wastes valuable labor hours searching for usable parts, grinding assembly lines to a halt. This is precisely why leading manufacturers are looking past generic, one-size-fits-all bins and embracing a much smarter approach.
Moving from Bins to Engineered Solutions
An engineered powder coat storage container is built from the ground up to solve these exact challenges. Unlike off-the-shelf options, these solutions are designed around your parts, your processes, and your operational goals. This custom-fit approach ensures every container works as an active asset, not just a passive box.
The key benefits of an engineered approach are clear:
- Asset Protection: Custom dunnage paired with a tough, powder-coated surface guards your parts against impacts, abrasion, and environmental threats during both storage and transit.
- Workflow Optimization: Containers are designed to match your facility’s layout and equipment, with features like forklift pockets and ergonomic handles that improve material flow and operator safety.
- Maximized Space: Smart designs enable secure stacking and nesting, which helps you reclaim valuable floor space and bring order to your warehouse.
The move toward engineered storage is a strategic decision to build resilience directly into the supply chain. When you treat containers as a critical part of the manufacturing process, you can directly cut waste, improve throughput, and protect your profits.
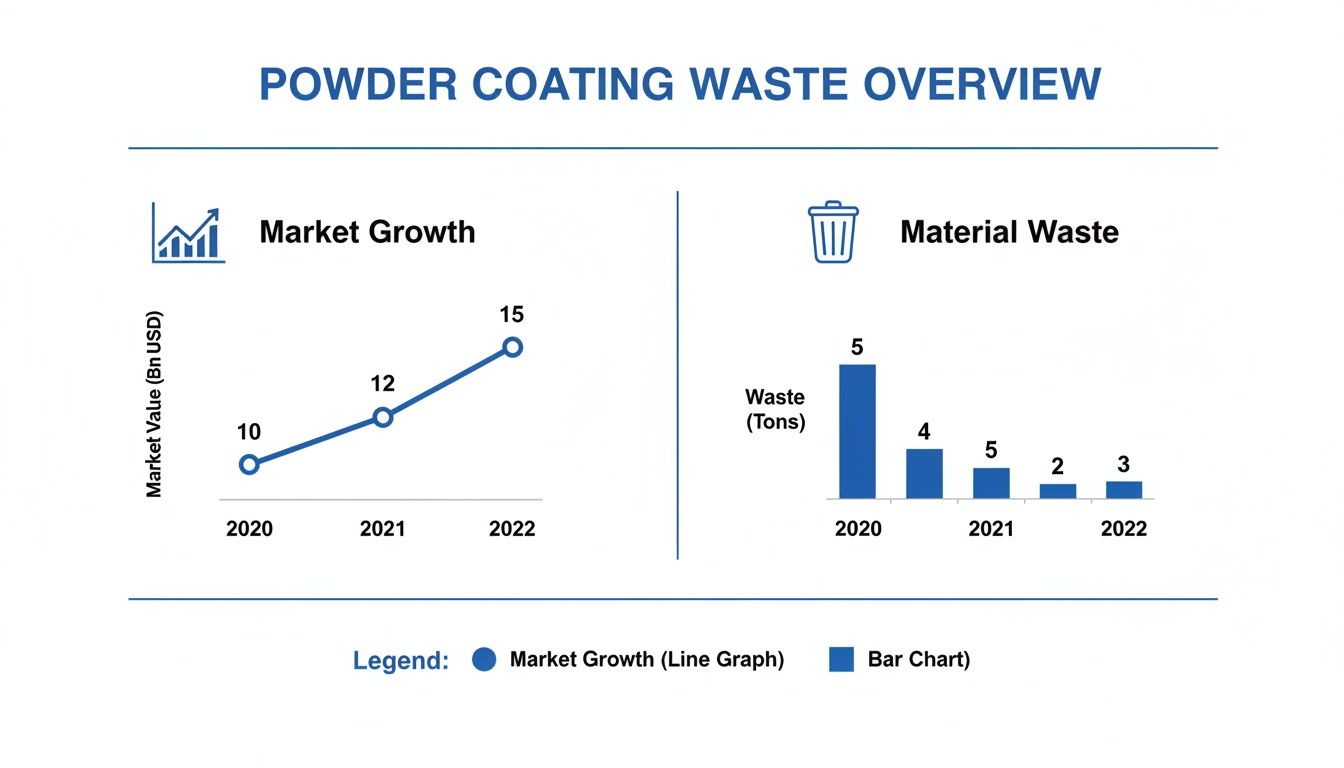
This intense focus on specialized finishes is reflected in the broader coatings industry. The global powder coatings market, valued at USD 15.2 billion in 2023, is projected to see major growth. This trend underscores the demand for durable, high-performance finishes—and by extension, the need for storage that maintains their integrity. The right containers prevent issues like contamination and moisture that can cause up to 15-20% material waste. You can find more details on the powder coatings market and its implications in detailed industry analysis.
Ultimately, investing in a high-quality powder coat storage container is about gaining control over your production environment. As you’ll see in this guide, the right container does more than just hold parts—it protects your investment, empowers your team, and drives measurable improvements across your entire operation. For a deeper look at the foundation of these systems, check out our ultimate guide to steel storage containers.
Choosing the Right Powder Coating Finish
When you’re specifying a finish for a new set of storage containers, it’s easy to focus on color. But the real decision is about performance. The coating you choose is the first line of defense against daily abuse, from chemical spills and impacts to relentless sun exposure.
To make the right call, you need to understand a bit about the chemistry behind the powder. Coatings fall into two main families: thermoset and thermoplastic. The difference between them is fundamental.
Think of thermoset powders like baking a cake. Once you mix the ingredients and apply heat, a chemical reaction occurs that can't be undone. The result is a hard, durable finish that won't remelt. This permanence is exactly what you want for a tough industrial environment.
Thermoplastic powders, on the other hand, are more like chocolate. You can melt them, let them cool and harden, and then melt them all over again. While this makes them reformable, they generally produce a softer finish that’s less suited for the high-impact world of custom racks and bins. For this reason, thermoset powders are the industry standard for engineered containers.
Understanding Thermoset Powder Types
Diving into the thermoset family, you’ll find a few key formulations that we rely on for industrial applications. Each has its own unique strengths. The most common you'll encounter for a powder coat storage container are epoxies, polyesters, and hybrids.
Epoxy Coatings: These are the heavyweights of chemical and corrosion resistance. An epoxy creates a very hard, non-porous shell that’s fantastic for indoor use, especially where containers might come into contact with oils, solvents, or other harsh chemicals. Their one major weakness? They have poor UV stability, meaning they will chalk and lose their color if left out in the sun.
Polyester Coatings: When your racks or bins are going to spend time outdoors, polyesters are the clear winner. They offer excellent UV resistance, holding their color and gloss for years even with constant sun exposure. While their chemical resistance is still quite good, it doesn't quite measure up to the level of a pure epoxy.
Hybrid (Epoxy-Polyester) Coatings: Just as the name implies, hybrids give you a balanced profile. They blend the robust chemical resistance of an epoxy with the better aesthetic finish of a polyester. This makes them a great, cost-effective choice for general-purpose indoor containers that need good all-around durability without requiring the specialized performance of a pure formulation.
Powder Coat Types Performance Comparison
To make it even clearer, here’s a quick-glance table comparing the most common thermoset powders we use for industrial containers. Think of this as your cheat sheet for matching the chemistry to the application.
| Coating Type | Primary Advantage | Best For | UV Resistance | Chemical Resistance | Impact Resistance |
|---|---|---|---|---|---|
| Epoxy | Superior chemical defense | Indoor use, exposure to oils and solvents | Poor | Excellent | Very Good |
| Polyester | Excellent UV durability | Outdoor storage, architectural applications | Excellent | Good | Good |
| Hybrid | Balanced, cost-effective | General-purpose indoor applications | Fair | Good | Good |
Ultimately, the best choice directly links the powder's strengths to the specific hazards it will face in your facility. This targeted approach ensures you get the performance and lifespan you expect from your investment.
Matching the Finish to the Job
This is where the engineering really comes to life. A bright yellow polyester coating is the perfect fit for part racks that will be stored in an outdoor shipping yard, since the finish won’t fade or break down under the sun. On the flip side, an epoxy finish is the ideal specification for a bin used to transport oily, freshly machined components across the factory floor, as it will shrug off chemical exposure and protect the steel underneath.
Choosing the correct powder isn't just a matter of color; it's a functional decision that directly impacts the container's lifespan and its ability to protect your parts. The goal is to align the coating’s properties with the specific stressors of your operational environment.
The infographic below shows just how critical these details are. As the powder coating market grows, the ability to reduce material waste through precise selection and application has become a major factor in profitability and sustainability.
For industries like appliance manufacturing, this level of precision is non-negotiable. A consistent, high-quality finish is paramount, and properly specified and stored powders can ensure 99% coating consistency from part to part. This kind of control helps prevent the costly recalls that have cost the industry billions.
Furthermore, the rise of low-temperature curing powders, which now command a 40% market share, has increased the need for climate-controlled steel enclosures to protect these sensitive materials before they're even applied.
By understanding the distinct advantages of each powder type, you can specify a powder coat storage container that is truly engineered for its task. This foundational knowledge is essential for ensuring your containers deliver long-term value and reliability. Explore our services to see how we apply these principles to our custom fabrication and coating solutions.
Designing a High-Performance Container Structure

An exceptional powder coating can only do so much. While the finish acts as the shield, the container's steel frame is the skeleton—it provides the fundamental strength and durability that makes everything else possible. To design a truly high-performance powder coat storage container, we have to look past the surface and focus on the very foundation: the substrate and its structural design.
The first critical decision is the choice of steel. This isn't just about picking any material; it's a calculated trade-off between strength, weight, and cost. For example, a heavy-gauge steel offers superior impact resistance, which is perfect for containers navigating busy forklift aisles. But that extra toughness comes with a heavier container and a higher price tag.
On the other hand, a lighter-gauge steel might be ideal for smaller, manually handled bins where ergonomics and weight are the primary concerns. Understanding these trade-offs is key to specifying a container that’s robust enough for its job without being over-engineered and unnecessarily expensive. It’s all about matching the material to the mission.
From Digital Blueprint to Physical Reality
In modern manufacturing, 3D modeling is far more than a flashy sales gimmick. It's an indispensable engineering tool we use to prototype and perfect a container’s design before a single piece of steel is ever cut. This digital-first approach lets us build a virtual container that cradles your components flawlessly.
This process is absolutely essential for preventing part movement and impact damage during transit. We can simulate exactly how a specific gear, casting, or electronic sub-assembly will sit within the rack, ensuring a secure fit that minimizes vibration and abrasion. That precise fit is the hallmark of a truly engineered storage solution.
Engineering for Plant Efficiency and Safety
Beyond the basic frame, the most effective containers integrate features designed to blend seamlessly into your daily operations. These elements aren't afterthoughts; they're planned from the very beginning to boost productivity and protect your team.
Key design features often include:
- Reinforced Fork Pockets: These are engineered to match the specs of your specific lift truck fleet, ensuring safe and efficient handling while preventing damage to the container base.
- Ergonomic Handles and Latches: Well-placed handles and easy-to-use latching mechanisms reduce operator strain and improve safety, especially for containers that need manual interaction.
- Integrated Dunnage: This internal packaging—whether it's plastic, foam, or textile—is designed to separate and cushion parts, providing the ultimate layer of protection against scratches and impacts.
This custom-first approach delivers tangible results. For instance, custom engineering excels at delivering racks that align perfectly with production goals, reportedly reducing handling time by 22% and slashing damage rates from as high as 7% to under 2% in automotive production lines. You can explore additional market data demonstrating how purpose-built designs benefit logistics operations.
The most valuable container is one that feels like a natural extension of your workflow. When design is driven by function—from forklift compatibility to operator ergonomics—the result is a measurable improvement in plant-wide efficiency and safety.
By moving beyond a generic box and focusing on a custom-engineered structure, you create a powder coat storage container that does more than just hold parts. You build an asset that actively protects your products, optimizes your processes, and supports your team. This focus on foundational design is what transforms a simple bin into a high-performance piece of industrial equipment.
Your Essential Specification Checklist
Crafting a Request for Quotation (RFQ) that actually gets you the right powder coat storage container is all about the details. If you just ask for a "durable finish," you’re leaving the door wide open for suppliers to quote the cheapest possible option—one that probably won’t last a year in your facility. To get true apples-to-apples comparisons and source containers with confidence, you have to be precise with your technical requirements.
This checklist covers the specs you absolutely need to define. It’s not just about what to ask for, but why each detail makes a real-world difference. Getting these points right will let you vet supplier quotes like you’ve been doing it for decades.
Coating Thickness and Application
It's a common belief that a thicker coat is always a better coat. That’s not quite right. The ideal thickness—measured in mils (one-thousandth of an inch)—is really a balancing act. Too thin, and you have no meaningful impact or corrosion protection. Too thick, and the finish can become brittle, leading to chipping or cracking the first time it gets knocked around.
For most industrial steel racks and bins, a solid specification is between 2.0 and 5.0 mils. You’ll want to lean toward the higher end of that range for spots that see a lot of abuse, like a container base or the entry points for forklift pockets.
Your RFQ should demand:
- Target Thickness Range: Spell out the acceptable minimum and maximum (e.g., "3.0-4.0 mils").
- Measurement Method: State that thickness must be verified with a calibrated electronic gauge after the coating has fully cured.
Gloss Level and Visual Management
Gloss isn't just about looks; it's a practical tool. On one hand, it’s a quick indicator of the coating's health. On the other, it’s a simple but effective way to manage your assets visually. Measured on a scale from 0 to 100, higher numbers mean more shine. A high-gloss finish (85+ units) will highlight every surface defect, while a matte finish (below 30 units) might hide them but can be a pain to keep clean.
More importantly, a drop in gloss over time is one of the first red flags for UV damage or a chemical attack on the finish. You can also use gloss and color to your advantage. By specifying different finishes for containers used in different departments, you create an instant visual control system that helps keep the right racks in the right place.
When you define the gloss level in your RFQ, you’re ensuring a consistent and functional finish. For general indoor use, a semi-gloss (60-70 units) is a great middle-ground, offering a good mix of durability, cleanability, and appearance.
Corrosion and Performance Testing
This is where you separate a premium, long-lasting finish from a standard one that just looks good on day one. Referencing industry-standard tests in your RFQ forces suppliers to prove their coating process can actually handle your environment.
Key tests you should specify include:
- Corrosion Resistance (ASTM B117): This is the classic salt spray test, which simulates accelerated corrosion. If your containers will live in a humid plant or coastal area, demanding 1,000 hours of resistance is a smart benchmark. For standard dry, indoor use, 500 hours is often enough.
- Adhesion (ASTM D3359): Better known as the cross-hatch test. The finisher scores a grid pattern through the coating down to the steel, applies a special tape over it, and rips it off. A quality finish will show zero or minimal flaking, proving it's bonded tightly to the substrate.
- Hardness (ASTM D3363): This is the pencil hardness test, and it measures how well the coating resists scratches. For a tough industrial finish, specifying a hardness of H or 2H is a common and reliable target.
Calculating the Real ROI of Your Containers
How do you justify a premium storage solution to the people holding the purse strings? The answer is simple: you prove its long-term value. When looking at a high-quality powder coat storage container, the conversation has to shift from the initial sticker price to the long-term investment. A lower upfront cost on a painted or uncoated bin is certainly tempting, but it often hides a mountain of downstream expenses that will eat away at your budget and profitability.
To build a powerful business case, you need a straightforward way to calculate the Return on Investment (ROI). This isn't about getting bogged down in complex financial modeling; it’s about putting real numbers to the tangible savings an engineered container delivers over its entire life. A quality powder-coated steel container is built to last—often for a decade or more—making it a strategic asset, not just another operational expense.
Quantifying Savings from Reduced Part Damage
The most direct and immediate financial gain comes from actually protecting your products. Every time a component gets scratched, dented, or corroded because of a flimsy or poorly designed container, you are literally throwing money away. Start by calculating the average cost of a single scrapped part, then multiply it by the number of parts you lose to damage each month. The total can be staggering.
Now, think about how an engineered container with a durable powder coat and custom dunnage can all but eliminate this waste. By preventing impacts, abrasion, and corrosion, you turn those scrap costs into direct, measurable savings.
A powder coat storage container is your first line of defense against product damage. By calculating the cost of scrap parts over a single year, you can quickly demonstrate a compelling payback period for investing in a superior storage solution.
Boosting Efficiency and Reclaiming Floor Space
Inefficient storage creates hidden labor costs that are easy to overlook but incredibly expensive to ignore. Time spent searching for parts, maneuvering around cluttered aisles, or manually restacking unstable bins is time that isn’t being spent on value-added production.
- Improved Labor Efficiency: Tally up the hours your team wastes each week on these storage-related bottlenecks. A custom container designed for your specific workflow can slash handling time, making material flow smoother and your team far more productive.
- Increased Floor Space Utilization: Poorly designed containers that can't be stacked securely waste some of your most valuable real estate. An engineered, stackable container system can easily double or even triple your storage capacity in the exact same footprint, freeing up precious floor space for more production.
When you assign a dollar value to this saved time and reclaimed space, the ROI of a well-designed container becomes crystal clear. This is especially true in Europe, a high-growth region for advanced packaging, where logistics managers report 25% efficiency gains just by using returnable, powder-coated bins. You can explore more about the global impact of these coatings in the latest container coating market research.
The Long-Term Cost of Cheaper Alternatives
Finally, you need to contrast the long lifespan of a powder-coated container with the frequent replacement cycle of its cheaper counterparts. A painted steel bin might look fine at first, but it will likely need to be replaced every two to three years due to rust, dents, and general wear. A quality powder-coated container, on the other hand, can easily provide 10 years or more of reliable service.
To really drive the point home, compare the total cost of ownership over a decade. The initial savings from that cheap container are quickly erased by the cost of buying three or four replacements over the same period—not to mention the associated downtime, administrative headaches, and disposal costs. When you present this long-term view, a premium powder coat storage container is no longer seen as a cost center but as a smart, profitable investment in quality and operational stability.
Preventing Common Container Failures

Great engineering isn’t just about making something that works today. It’s about anticipating how it might fail tomorrow and designing those problems out of the equation from the very beginning. A powder coat storage container is a tough asset, but it lives a hard life—filled with forklift bumps, abrasive parts, and constant movement.
Knowing where and why failures happen is the secret to building containers that last. By tackling these weak points during the design phase, you save your facility from the headaches of downtime, part damage, and the recurring cost of replacing equipment. This foresight is what separates a standard bin from a genuine long-term asset.
Diagnosing Coating and Structural Damage
When a container gives out, the signs are usually obvious: chipping paint, spreading rust, or bent steel. But treating the symptom isn't enough. You have to understand the root cause to prevent it from happening again.
Failure Mode: Chipping at High-Impact Zones
- Cause: This almost always happens at the corners, fork pockets, and stacking points. These are the areas that take direct, concentrated hits from forklifts and other equipment. The force is simply too much for the coating to handle.
- Prevention: The solution is to specify structural reinforcements where they matter most. Designs that include gusseted corners, thicker gauge steel, and reinforced fork tunnels are game-changers. They help distribute impact forces across a wider area, shielding the coating from being compromised in the first place.
Failure Mode: Scratching and Abrasion from Parts
- Cause: If you’re handling heavy, sharp, or abrasive parts, they're going to slide around and grind against the inside of the container. That constant friction will wear down even the most durable powder coat, eventually exposing the raw steel underneath.
- Prevention: This is a perfect job for internal dunnage. Instead of letting parts rattle around, custom-fit dunnage made from high-density plastic, rubber, or tough textiles will cradle them. This prevents direct metal-on-metal contact and keeps the container’s interior finish intact for years.
Stopping Rust Before It Starts
Rust is easily the worst enemy of any steel container. Once it gets a foothold, it spreads like a disease, weakening the structure and creating contamination risks for your valuable parts.
Cause: Rust always begins where the coating has been breached, either from a direct impact or, more often than you'd think, from poor surface preparation. If the steel wasn't properly cleaned and primed before painting, the powder coat never achieves a strong bond. This leaves it vulnerable to peeling, which lets moisture creep in and get trapped against the steel.
Prevention: The only real way to stop this is to insist on a robust, multi-stage pre-treatment process from your supplier. At a bare minimum, this must include a thorough cleaning and degreasing stage followed by an iron or zinc phosphate conversion coating. This microscopic crystalline layer creates a powerful bond for the topcoat and acts as a final line of defense against corrosion, even if the container gets scratched down the road.
By diagnosing existing failures and designing proactively, you can dramatically extend the life of your container fleet and sidestep the recurring costs of damage. For aging assets, a structured repair program can also be an incredibly cost-effective strategy. You can read more about steel rack and container repair services to see how this approach complements a forward-thinking design strategy.
Frequently Asked Questions
Even with the best-laid plans, questions are bound to pop up when bringing in new equipment. Here are some quick, straightforward answers to the questions we hear most often from industrial and packaging engineers about the powder coat storage container in their facilities.
Is Powder Coating Really Better Than Liquid Paint?
For industrial racks, there’s no contest. Powder coating delivers a finish that’s thicker, harder, and far more uniform than any traditional liquid paint. It's more resistant to chipping, scratching, chemicals, and abrasion.
Think of it as tough plastic armor fused directly onto the steel. That level of durability is non-negotiable in a busy facility where containers are constantly on the move. While paint might look cheaper on paper, a quality powder coat stops rust and contamination in their tracks, which prevents part damage and delivers a much lower total cost of ownership.
What Does a Custom Design Process Actually Involve?
Our custom design process is a collaborative engineering effort that’s all about your specific part and your workflow. This isn't about just building a box to certain dimensions.
- Discovery: We kick things off by digging into your part's geometry, weight, surface sensitivity, and how it needs to be handled. We also look at its entire journey through your facility.
- 3D Modeling: Our engineers then build out a detailed 3D model of the container for you to review. This digital prototype shows you exactly how your parts will sit and how the rack will interface with forklifts, conveyors, and your team.
- Refinement & Approval: We fine-tune the design based on your feedback—tweaking dunnage, moving a handle, or adjusting a stacking feature—long before we ever cut a single piece of steel.
This whole process ensures the final powder coat storage container you receive is a perfect-fit solution that solves your unique operational challenges from day one.
The goal of custom design is to eliminate guesswork. By creating and validating a digital twin of the container first, we ensure the physical product delivers on its promises of part protection and improved efficiency.
What Is the Typical Lead Time for Custom Containers?
Lead times can shift depending on the project’s complexity, the quantity you need, and material availability. That said, a good general timeframe to plan for is 8 to 12 weeks from the moment you give final design approval. The initial engineering and approval phase usually accounts for about one to two weeks of that.
We make clear communication a priority through every step. You’ll get a projected timeline upfront and regular updates so you can plan accordingly. For bigger orders, we can often set up a phased delivery schedule that lines up with your production ramp-up, making for a smooth rollout on your floor.
At Plexform Incorporated, our engineering team specializes in designing custom steel racks and bins that protect your products and profits. Every solution we build starts with a 3D model to ensure a perfect fit for your parts and processes. Learn how we can reduce damage and save time for your facility.

Beil Balo is a certified packaging professional and founder of Plexform, helping hundreds of companies reduce product damage, improve warehouse spacing, optimize logistics, and save costs with sustainable long-term packaging.