 Skip to content
Skip to content 
A lot of cart problems don’t look like cart problems at first.
They show up as parts waiting on the wrong side of the cell, operators making extra touches to reorient material, aisles filling with pallets that were never meant to become storage, and supervisors chasing part damage that keeps getting blamed on shipping. In most plants, the cart is treated as a commodity until it starts slowing everything down.
Industrial metal carts work best when they’re specified as part of the process, not purchased as a reaction to it. The right design controls how parts move, where they sit, how people handle them, and how they transfer into the next operation. That’s where efficiency, safety, and payback come from.
Moving Beyond Chaos to Controlled Material Flow
On a busy production floor, material flow gets messy fast. A receiving team unloads parts into generic tubs, a forklift drops those tubs near a work center, and someone grabs an off-the-shelf cart to bridge the last stretch. By the end of the shift, the cart is overloaded, parts are stacked above the intended line of sight, and workers are improvising because the equipment doesn’t match the job.
That’s usually when the hidden costs become visible. Parts rub against each other because the cart has no part-specific support. Operators twist and reach because shelf heights weren’t designed around the task. Aisles tighten up because the cart footprint and turning radius were never considered in the route plan.
The fix isn't just “buy stronger carts.” It’s to use industrial metal carts as control points in the workflow. A good cart defines presentation, protects the part, matches the aisle, and supports the operator’s push, pull, load, and unload sequence. That’s why teams looking to navigate workflow and maximize production with material handling carts usually end up rethinking more than the cart itself.
What controlled flow looks like
A well-designed cart creates predictability:
Material arrives oriented correctly: operators don’t spend time rotating or sorting parts at the point of use.
The load stays within the cart’s design intent: no ad hoc stacking, no unstable overhang, no guessing about where the heavy items belong.
The route stays clear: cart dimensions and wheel configuration fit the actual travel path, not a catalog ideal.
Transfers get simpler: the cart height and access points support the workstation, rack, or packaging interface.
Practical rule: If the cart forces extra touches, extra walking, or extra judgment calls, it isn’t supporting the process. It’s adding variation to it.
Industrial metal carts earn their place when they remove that variation. They bring order to a system that otherwise drifts toward clutter, damage, and wasted motion.
Understanding the Core Types of Industrial Carts
Industrial metal carts didn’t start as highly specialized equipment. They evolved from basic wooden platforms used in agricultural work into more durable metal-framed carts during the Industrial Revolution, then into task-specific designs for industries moving heavy engines, chassis, and other specialized loads. That progression toward reinforced structures, ergonomics, and IoT-enabled functionality is summarized in this overview of the evolution of industrial carts from simple wheels to smart solutions.
The important takeaway is simple. Cart form follows the handling problem.
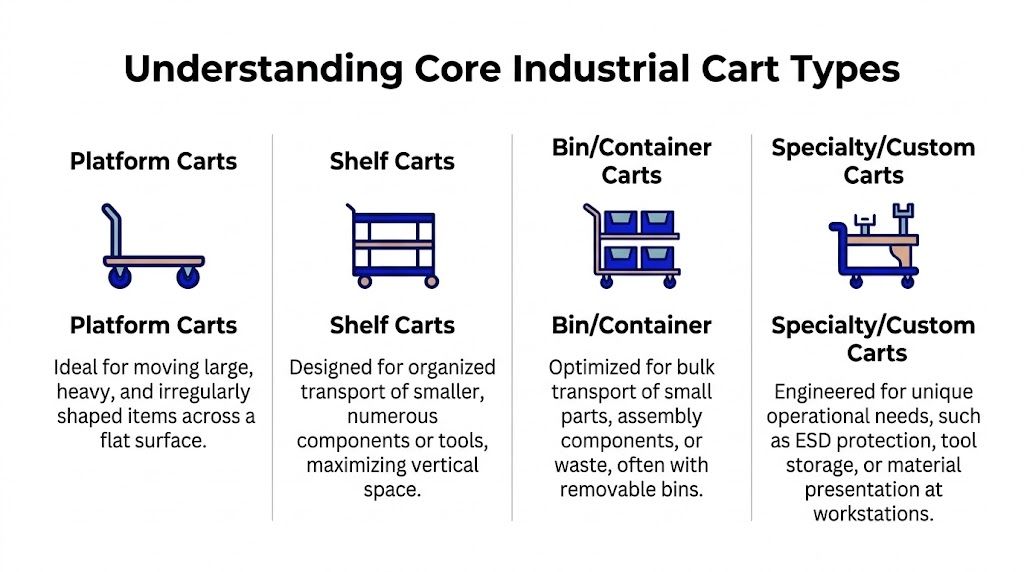
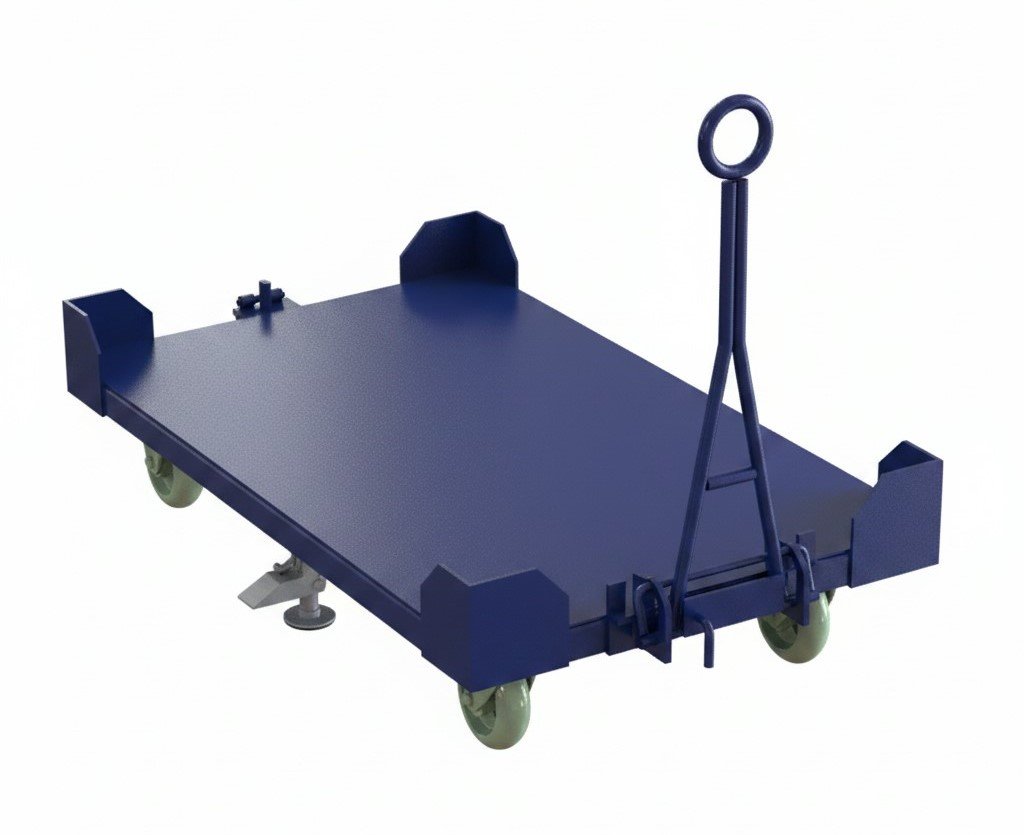
Platform carts
A platform cart is the base archetype. Flat deck, open access, minimal constraints.
Use it when the load is bulky, stable, and easy to secure without internal dividers or presentation features. Good examples include boxed components, maintenance supplies, or dense items that don’t need precise orientation at destination.
What works:
Large, simple loads: fewer obstructions make loading straightforward.
Mixed-use environments: one cart can support several departments.
Short transport runs: especially where loading method matters more than presentation.
What doesn’t:
Delicate parts: a flat deck won’t protect surfaces by itself.
High-mix small components: they scatter, shift, and become hard to access.
Lean cells needing exact presentation: operators lose time handling the part again.
Shelf carts and stock carts
Shelf carts solve organization and access problems. They use vertical space and separate materials by part family, job, or sequence. In kitting, service, and replenishment work, that matters more than raw deck area.
A shelf cart can also be engineered around weight distribution. Some of the better stock-cart designs place the heaviest material on the lowest shelf and reduce allowable load as shelf elevation increases. That approach improves stability because the center of gravity stays low.
For teams evaluating options such as industrial carts on wheels for plant movement and storage, shelf layout is often the difference between a cart that merely carries parts and one that supports the operation.
Bin and container carts
These are process carts. They’re built around standardized totes, bins, or removable containers.
They fit operations where material needs to be counted, sequenced, or replenished repeatedly. Assembly cells, fastener storage, and line-side presentation are common fits. The advantage isn’t just transport. It’s the clean interface between storage, movement, and use.
Specialty and custom carts
Some parts don’t belong on a generic platform or shelf. Panels need edge support. Finished surfaces need dunnage. Long stock needs staged geometry. Tooling may need lockable storage, exact nesting, or point-of-use presentation.
The more expensive or sensitive the part, the less sense it makes to force it into a generic cart.
That’s when specialty carts become the right answer. They’re designed around the load, the route, and the transfer point, not around a standard catalog footprint.
Comparing Materials and Construction Methods
Most cart failures trace back to one of two decisions. The material didn’t fit the environment, or the construction method didn’t fit the duty cycle.
A cart that lives in a dry assembly area can tolerate design choices that would fail quickly in washdown, chemical exposure, or outdoor staging. Material selection should start with environment first, then move to load, maintenance expectations, and total ownership cost.
Material trade-offs that matter
The broad choices usually come down to carbon steel, stainless steel, and aluminum. Each can work. Each also has predictable limits.
| Material | Strength/Load Capacity | Corrosion Resistance | Relative Cost | Best For |
|---|---|---|---|---|
| Carbon steel | Strong, widely used for heavy-duty frames | Moderate without protective finish | Lower | General manufacturing, warehouse, dry indoor environments |
| 304 stainless steel | Strong and suited for heavy-duty applications | High | Higher | Corrosive, humid, sanitary, or chemical-exposed environments |
| Aluminum | Lighter weight, useful where manual handling matters | Good in many environments | Varies by design | Applications where lower cart weight is a priority |
The biggest mistake is treating stainless steel as a luxury upgrade instead of an environmental requirement. According to Marlin Steel’s guidance on what to look for in an industrial rolling cart, grade 304 stainless steel carts can deliver a 5 to 10x longer service life in corrosive environments because the alloy forms a self-healing passive layer that resists acids and humidity. In those conditions, the higher initial cost often makes sense because replacement cycles and downtime drop substantially.
Welded versus bolted construction
Construction method matters just as much as material. In demanding production use, welded carts usually outperform bolted carts for one reason: rigidity.
A welded frame resists racking better under repeated starts, stops, and uneven floor conditions. That matters when the cart sees daily use, rough transitions, or high-load travel over expansion joints. Bolted construction has its place, especially where field assembly or later modification is important, but it introduces more points that can loosen and more maintenance checks over time.
When welded construction makes sense
High cycle use: repeated transport magnifies frame flex.
Heavy or uneven loads: rigid joints help the cart hold geometry.
Custom part presentation: fixture accuracy depends on structural stability.
When bolted construction can still work
Lighter duty applications: lower stress means less structural penalty.
Frequent reconfiguration: adjustable components may be more valuable than maximum rigidity.
Budget-driven temporary programs: especially when service life expectations are shorter.
If the cart is expected to become part of a long-term flow path, I’d bias toward structure over short-term convenience. Teams also need to consider finishes, coatings, and washdown compatibility when specifying carbon steel systems, particularly in mixed environments that aren’t fully dry. That’s where custom fabrication and coating options for industrial equipment become part of the decision, not an afterthought.
How to Specify the Perfect Cart for Your Application
A good cart specification starts on the floor, with the actual move. A cart that works on paper can still create delays if it forces extra reaches, binds up at a doorway, or drops parts at the wrong height for the next operation.
Start by mapping one full cycle. Identify what the cart carries, where it gets loaded, who pushes or pulls it, what floor conditions it crosses, where it stops, and how parts leave the cart. That sequence usually exposes design requirements faster than a generic capacity target.

Load capacity and load placement
Capacity still matters, but the better question is how the load sits and changes during use.
A cart carrying compact steel blanks behaves very differently from one carrying long stampings, mixed totes, or fragile assemblies. Two carts may hold the same total weight and perform completely differently because the center of gravity, load spread, and restraint method are different. If the load shifts, overhangs, or stacks high, the frame and caster package need to account for that from the start.
Write the load portion of the spec with these details:
Total working load: the weight carried in normal operation, not just an occasional maximum
Per-level or per-position load: shelf, arm, pocket, or bin loads
Load footprint: part size, overhang limits, and where weight concentrates
Load security: dividers, lips, pins, saddles, or dunnage needed to keep parts stable
Center-of-gravity concerns: whether the heaviest mass sits high, off-center, or changes as parts are removed
That level of detail prevents a common mistake. Buyers approve a cart by gross capacity, then operators deal with tipping risk, awkward presentation, or damaged parts because no one specified how the load behaves in motion.
Casters and mobility details
Caster selection decides whether the cart tracks cleanly or becomes a daily frustration.
Specify the route, not just the wheel. Smooth concrete, expansion joints, dock plates, metal chips, washdown areas, and outdoor crossings all change what wheel material and diameter make sense. Tight aisles may favor four swivels. Longer straight runs often track better with two rigid and two swivel casters. Brakes should be placed where operators park and load, not added as a box-checking feature.
Include these points in the mobility spec:
Caster arrangement: four swivel, or two rigid and two swivel
Wheel material and diameter: matched to floor condition, noise limits, debris, and environment
Brake locations: where the cart must stay fixed during loading, unloading, or staging
Push and turn conditions: aisle width, turning radius, thresholds, slopes, and travel distance
If operators have to muscle the cart through normal travel, the problem is usually in the wheel package, the load distribution, or both.
Ergonomics and access
Operator interaction belongs in the specification, not in a later safety review.
Handle height, push points, shelf elevation, reach depth, and access from one side or both sides all affect cycle time and strain risk. A strong cart can still slow production if parts sit too low, if side rails block the pick path, or if the operator has to reposition the cart several times to reach everything safely.
I usually want to see these questions answered before release. Where do hands go? Where do feet go? What is the first part picked and the last? If the cart feeds a workstation, the presented part should arrive in the right orientation and at a workable height, not just somewhere inside a steel frame.
Interface requirements
The last part of the spec should define the interfaces around the cart, because the cart is one element in a larger material flow system.
Document how it loads from upstream packaging, how it presents to the workstation, how it stages in storage, and how it returns empty containers or dunnage. Include locating features, clearance limits, forklift or tugger handoff points, and any requirement to nest, stack, or index with racks. Those details drive the frame size and deck design as much as the payload does.
That system view is what separates a cart that merely moves parts from one that reduces touches, protects components, and supports repeatable flow. In many plants, the right answer is not a standalone cart specification. It is a coordinated cart, rack, and returnable packaging design built around the full loop.
Integrating Carts with Returnable Packaging Systems
The biggest missed opportunity in material handling is designing the cart by itself.
A cart rarely operates alone. It receives parts from a rack, carries them in a container or custom dunnage, presents them to a workstation, and often returns empties back through the same loop. If those interfaces aren’t engineered together, the system accumulates waste at every handoff.

Design the interface, not just the vehicle
A strong cart with poor packaging integration still creates extra handling. Operators lift parts out of deep containers. Containers shift because the base lacks locating features. Empty packaging comes back loosely stacked because no one planned the return loop.
A better system starts with a few interface questions:
How does the packaging locate on the cart
Nesting points, pins, lips, or pocketed frames keep containers from drifting during transport.How does the operator access the part
Dunnage depth, side access, and presentation angle should support the actual pick motion.What happens on the return trip
Empty containers, separators, and dunnage need a stable, repeatable home on the cart or rack.
Closed-loop flow creates the real efficiency
In returnable systems, the cart should reduce touches across the entire loop, not just on the loaded trip. That may mean the cart docks to a mother rack, matches a workstation transfer height, or supports removable dunnage trays that move directly into production.
For Class-A surfaces and other sensitive parts, internal protection matters as much as the frame. Custom dunnage, separators, and load restraints prevent movement that a generic metal deck can’t control. For long or irregular parts, pairing carts with returnable racks keeps the transport method aligned with storage and shipment instead of forcing repacking at every stage.
A cart becomes more valuable when it eliminates a transfer. It becomes strategic when it eliminates several.
The practical result is cleaner aisles, fewer manual touches, and better traceability of where material belongs at each stage. That’s why the most effective industrial metal carts are often co-engineered with racks, bins, and packaging rather than selected as standalone equipment.
Real-World Applications and Calculating ROI
Industrial metal carts are a mature category, but demand keeps growing because manufacturers continue to find measurable operational value in them. The industrial carts market is projected to reach USD 2,037.1 million by 2035, and the industrial segment accounted for over 33% of the steel carts market in 2024, according to Future Market Insights on the industrial carts market. That kind of growth usually signals the same thing plants see on the floor. Better material handling supports automation, lean flow, and workplace safety in ways that pay back.
Where purpose-built carts show up
Automotive operations often need carts that hold dense, high-value components in a fixed orientation. The cart isn’t just moving the load. It’s protecting mounting points, preventing metal-to-metal contact, and staging parts in the right sequence for the next operation.
Aerospace and precision manufacturing usually care even more about presentation and protection. Tooling carts, fixture carts, and part-transfer carts often need exact placement, controlled access, and consistent storage locations so teams don’t waste time searching, rechecking, or handling sensitive items unnecessarily.
Distribution and warehouse operations use carts differently. The value there often comes from route efficiency, order grouping, and better use of aisle space. A shelf or bin cart can support batch picking, replenishment, or internal milk-run style movement with far less clutter than loose totes and pallets.
A simple ROI framework
You don’t need a complicated model to justify a cart program. Start with the costs your current flow creates.
Look at these categories:
Labor time: how many touches, trips, or minutes does the current method require?
Part damage: where are parts getting scratched, dented, mixed, or dropped?
Floor space: are pallets, loose bins, or temporary staging areas consuming valuable space?
Flow disruption: how often do operators wait because material arrives disorganized or unstable?
Maintenance and replacement: how often are generic carts bending, loosening, or getting pulled from service?
Then compare that baseline to the proposed system. If the new cart reduces touches, improves presentation, protects parts, and fits the route correctly, the payback usually appears across several small improvements rather than one dramatic event. That’s how most good material handling investments work.
What management usually approves
Management rarely approves a cart because it “looks more organized.” They approve it when the equipment supports production goals.
Frame the request around outcomes:
safer handling,
cleaner flow,
fewer damaged parts,
better use of labor,
and less reliance on workarounds.
That’s the language that turns a cart from a maintenance purchase into a process improvement decision.
Essential Safety and Maintenance Best Practices
A strong cart design doesn’t replace disciplined use. Even the right cart becomes a hazard when operators exceed load intent, park on slopes without brakes engaged, or use damaged casters because the cart is still technically moving.
Safety starts with clarity. Every cart should have an obvious use case, a defined load limit, and a known route. If a cart gets repurposed constantly, someone will eventually use it outside its design envelope.
Daily operating practices
These habits prevent most avoidable problems:
Verify the load setup: heaviest material should go where the cart was designed to carry it, usually lower and more centered.
Check the travel path: transitions, debris, and incline changes affect stability more than teams expect.
Use brakes when stopped: especially during loading, unloading, or staged parking near work areas.
Push from the intended handle location: side-pulling or steering from corners makes the cart harder to control.
Don’t wait for a failure to inspect a cart. By the time a weld crack or bad caster is obvious in motion, the cart has usually been degrading for a while.
Maintenance checks that extend service life
A practical inspection routine should cover structure, wheels, and interfaces.
Review these items regularly:
Frame condition: look for bent members, rack, and visible weld distress.
Caster wear: flat spots, seized bearings, loose mounting hardware, and uneven rolling resistance.
Brake function: verify engagement and holding ability where brakes are installed.
Decks and shelves: confirm they’re not deforming under normal load.
Dunnage and restraints: replace worn pads, missing pins, and damaged separators before they start causing part movement.
Keep the cart matched to the process
The last maintenance step is operational, not mechanical. Revisit whether the cart still matches the job.
Production changes. Parts change. Packaging changes. If the cart was built for one part family and is now carrying something taller, heavier, or less stable, the original design assumptions may no longer hold. Good maintenance includes catching that mismatch before it creates a safety issue or quality problem.
If your operation needs industrial metal carts that fit a broader handling strategy, Plexform Incorporated designs and builds custom steel racks, bins, carts, and packaging solutions around actual part geometry, workflow, and returnable system requirements. That approach is useful when off-the-shelf carts can move material, but can’t control it well enough for the way your plant runs today.

Beil Balo is a certified packaging professional and founder of Plexform, helping hundreds of companies reduce product damage, improve warehouse spacing, optimize logistics, and save costs with sustainable long-term packaging.